正在加载图片...
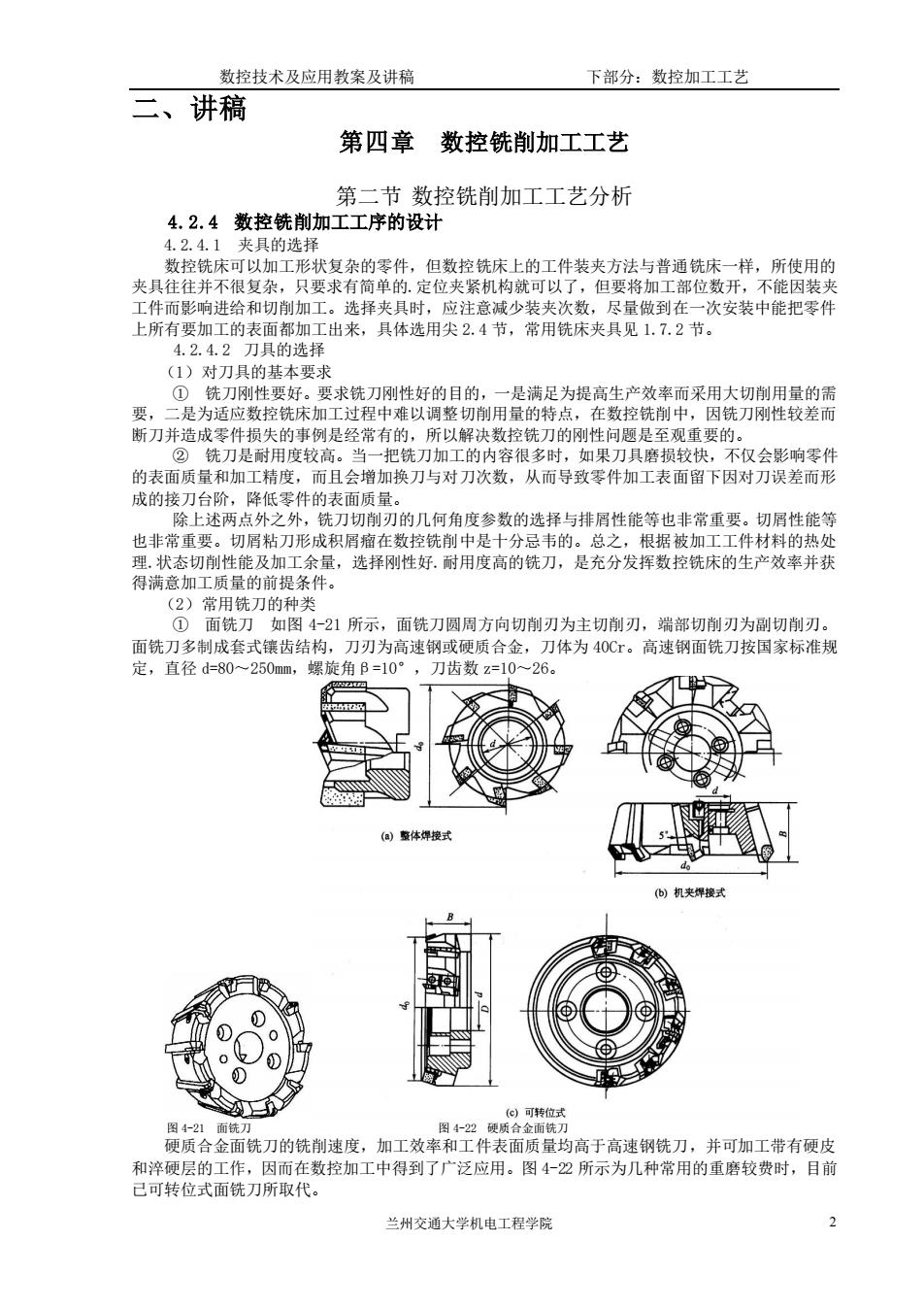
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第四章 数控铣削加工工艺 第二节数控铣削加工工艺分析 4.2.4数控铣削加工工序的设计 4.2.4.1 夹具的选择 数控铣床可以加工形状复杂的零件,但数控铣床上的工件装夹方法与普通铣床一样,所使用的 夹具往往并不很复杂,只要求有简单的定位夹紧机构就可以了,但要将加工部位数开,不能因装夹 注意减少装夹次 上所有要加的表面 要好。要求刀风性好的日的 要,二是为应数控铣床加工过程中难以调整切削用量的特点, 断刀并造成零件损失的事例是经常有的,所以解决数控铣刀的刚性问题是至观重要的。 ②铣刀是耐用度较高。当一把铣刀加工的内容很多时,如果刀具磨损较快,不仅会影响零件 的表面质量和加工精度,而且会增加换刀与对刀次数,从而导致零件加工表面留下因对刀误差而形 成的接刀台阶,降低零件的表面质量。 除上述两点外之外,铣刀切削刃的几何角度参数的选择与排屑性能等也非常重要。切屑性能等 也非常重要,切后粘刀形成积屑瘤在数控铣削中是十分忌韦的。总之 2)田件刀的轴米 ①面铣刀如图4-21所示,面铣刀圆周方向切削刃为主切削刃,端部切削刃为副切制刃。 面铣刀多制成套式镶齿结构,刀刃为高速钢或硬质合金】 刀体为40Cr。高速钢面铣刀按国家标准规 定,直径d-80~250mm,螺旋角B=10°,刀齿数z=10~26。 0) 提质合金铣刀的铣制速度,加工效幸和件表品质整的高于高速钢统刀,并可加工带有硬皮 和淬硬层的工作,因而在数控加工中得到了广泛应用。图42所示为几种常用的重磨较费时,目前 己可转位式面铣刀所取代。 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第四章 数控铣削加工工艺 第二节 数控铣削加工工艺分析 4.2.4 数控铣削加工工序的设计 4.2.4.1 夹具的选择 数控铣床可以加工形状复杂的零件,但数控铣床上的工件装夹方法与普通铣床一样,所使用的 夹具往往并不很复杂,只要求有简单的.定位夹紧机构就可以了,但要将加工部位数开,不能因装夹 工件而影响进给和切削加工。选择夹具时,应注意减少装夹次数,尽量做到在一次安装中能把零件 上所有要加工的表面都加工出来,具体选用尖 2.4 节,常用铣床夹具见 1.7.2 节。 4.2.4.2 刀具的选择 (1)对刀具的基本要求 ① 铣刀刚性要好。要求铣刀刚性好的目的,一是满足为提高生产效率而采用大切削用量的需 要,二是为适应数控铣床加工过程中难以调整切削用量的特点,在数控铣削中,因铣刀刚性较差而 断刀并造成零件损失的事例是经常有的,所以解决数控铣刀的刚性问题是至观重要的。 ② 铣刀是耐用度较高。当一把铣刀加工的内容很多时,如果刀具磨损较快,不仅会影响零件 的表面质量和加工精度,而且会增加换刀与对刀次数,从而导致零件加工表面留下因对刀误差而形 成的接刀台阶,降低零件的表面质量。 除上述两点外之外,铣刀切削刃的几何角度参数的选择与排屑性能等也非常重要。切屑性能等 也非常重要。切屑粘刀形成积屑瘤在数控铣削中是十分忌韦的。总之,根据被加工工件材料的热处 理.状态切削性能及加工余量,选择刚性好.耐用度高的铣刀,是充分发挥数控铣床的生产效率并获 得满意加工质量的前提条件。 (2)常用铣刀的种类 ① 面铣刀 如图 4-21 所示,面铣刀圆周方向切削刃为主切削刃,端部切削刃为副切削刃。 面铣刀多制成套式镶齿结构,刀刃为高速钢或硬质合金,刀体为 40Cr。高速钢面铣刀按国家标准规 定,直径 d=80~250mm,螺旋角β=10°,刀齿数 z=10~26。 图 4-21 面铣刀 图 4-22 硬质合金面铣刀 硬质合金面铣刀的铣削速度,加工效率和工件表面质量均高于高速钢铣刀,并可加工带有硬皮 和淬硬层的工作,因而在数控加工中得到了广泛应用。图 4-22 所示为几种常用的重磨较费时,目前 已可转位式面铣刀所取代