正在加载图片...
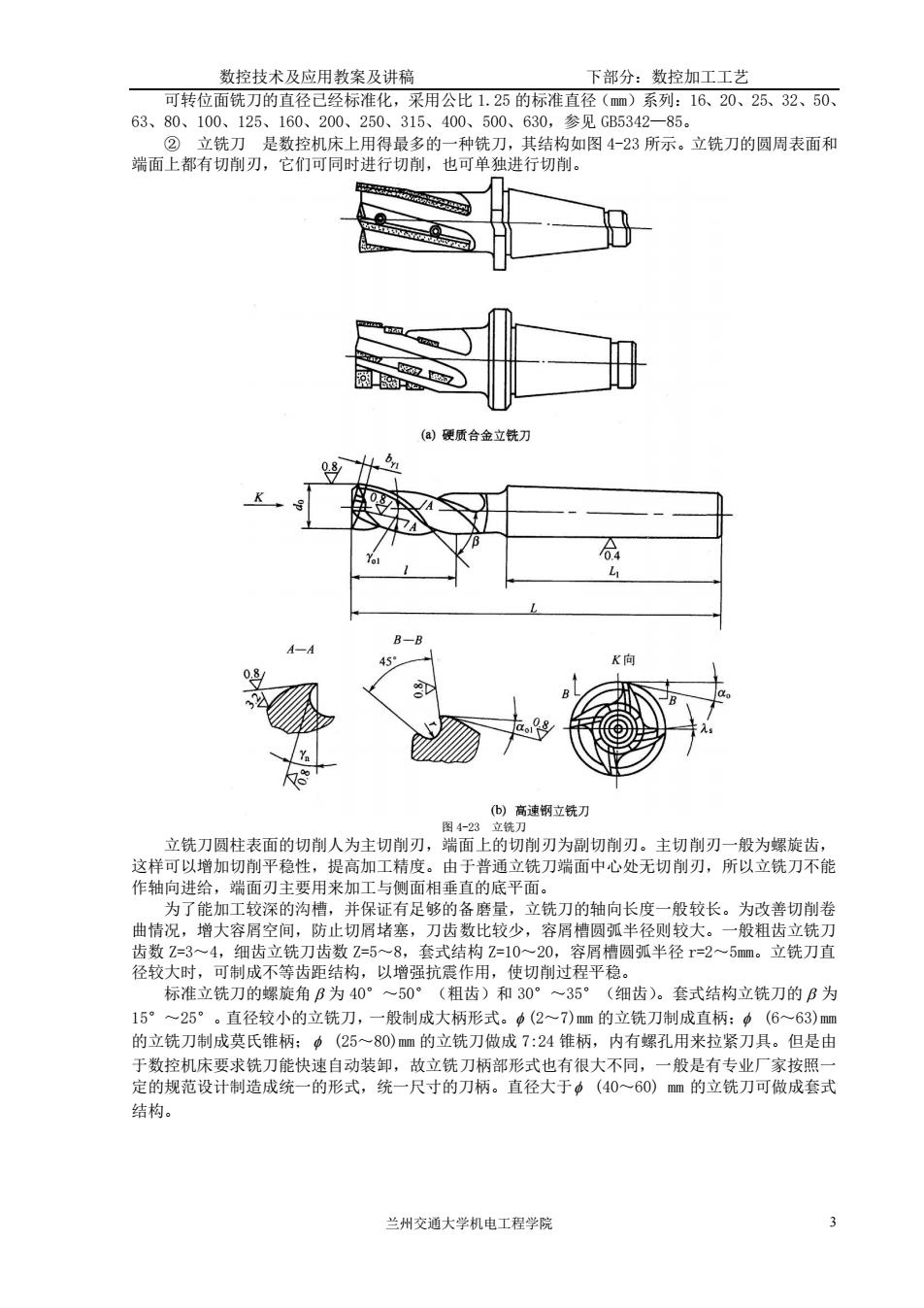
数控技术及应用教案及讲稿 下部分:数控加工工艺 可转位面铣刀的直径己经标准化,采用公比1.25的标准直径(m)系列:16、20、25、32、50、 63、80、100、125、160、200、250、315、400、500、630,参见GB5342-85。 立铣是数控机床上用得最多的一种铣刀,其结构如图4-23所示。立铣刀的圆周表面和 端面上都有切削刃,它们可同时进行切削,也可单独进行切削。 A (倒硬质合金立铣刀 6 高速锅立铁刀 立铣刀圆柱表面的切削人为主切削刃,端面上的切削刃为副切削刃。主切削刃一般为螺旋齿, 这样可以增加切削平稳性,提高加工精度。由于普通立铣刀端面中心处无切削刃,所以立铣刀不能 作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。 为了能加工较深的沟槽,并保证有足够的备磨量,立铣刀的轴向长度一般较长。为改善切削卷 曲情况,增大容屑空间,时 比较少,容屑槽圆弧 、数23一4,细齿远齿数销构玩 一般粗齿立铣刀 标准立铣刀的螺旋角B为050 《相齿)和3035 (细齿)。套式结构立铣刀的B为 15 25 。直径较小的立铣刀, 一般制成大柄形式。2~)的立铣刀制成直柄: 的立铣刀制成莫氏锥柄:·(25~80)m的立铣刀做成7:24锥柄,内有螺孔用来拉紧刀具。但是由 于数控机床要求铣刀能快速自动装卸,故立铣刀柄部形式也有很大不同,一般是有专业厂家按照 定的规范设计制造成统一的形式,统一尺寸的刀柄。直径大于·(40~60)m的立铣刀可做成套式 结构。 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 可转位面铣刀的直径已经标准化,采用公比 1.25 的标准直径(mm)系列:16、20、25、32、50、 63、80、100、125、160、200、250、315、400、500、630,参见 GB5342—85。 ② 立铣刀 是数控机床上用得最多的一种铣刀,其结构如图 4-23 所示。立铣刀的圆周表面和 端面上都有切削刃,它们可同时进行切削,也可单独进行切削。 图 4-23 立铣刀 立铣刀圆柱表面的切削人为主切削刃,端面上的切削刃为副切削刃。主切削刃一般为螺旋齿, 这样可以增加切削平稳性,提高加工精度。由于普通立铣刀端面中心处无切削刃,所以立铣刀不能 作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。 为了能加工较深的沟槽,并保证有足够的备磨量,立铣刀的轴向长度一般较长。为改善切削卷 曲情况,增大容屑空间,防止切屑堵塞,刀齿数比较少,容屑槽圆弧半径则较大。一般粗齿立铣刀 齿数 Z=3~4,细齿立铣刀齿数 Z=5~8,套式结构 Z=10~20,容屑槽圆弧半径 r=2~5mm。立铣刀直 径较大时,可制成不等齿距结构,以增强抗震作用,使切削过程平稳。 标准立铣刀的螺旋角 为 40°~50°(粗齿)和 30°~35°(细齿)。套式结构立铣刀的 为 15°~25°。直径较小的立铣刀,一般制成大柄形式。 (2~7)mm 的立铣刀制成直柄; (6~63)mm 的立铣刀制成莫氏锥柄; (25~80)mm 的立铣刀做成 7:24 锥柄,内有螺孔用来拉紧刀具。但是由 于数控机床要求铣刀能快速自动装卸,故立铣刀柄部形式也有很大不同,一般是有专业厂家按照一 定的规范设计制造成统一的形式,统一尺寸的刀柄。直径大于 (40~60) mm 的立铣刀可做成套式 结构