正在加载图片...
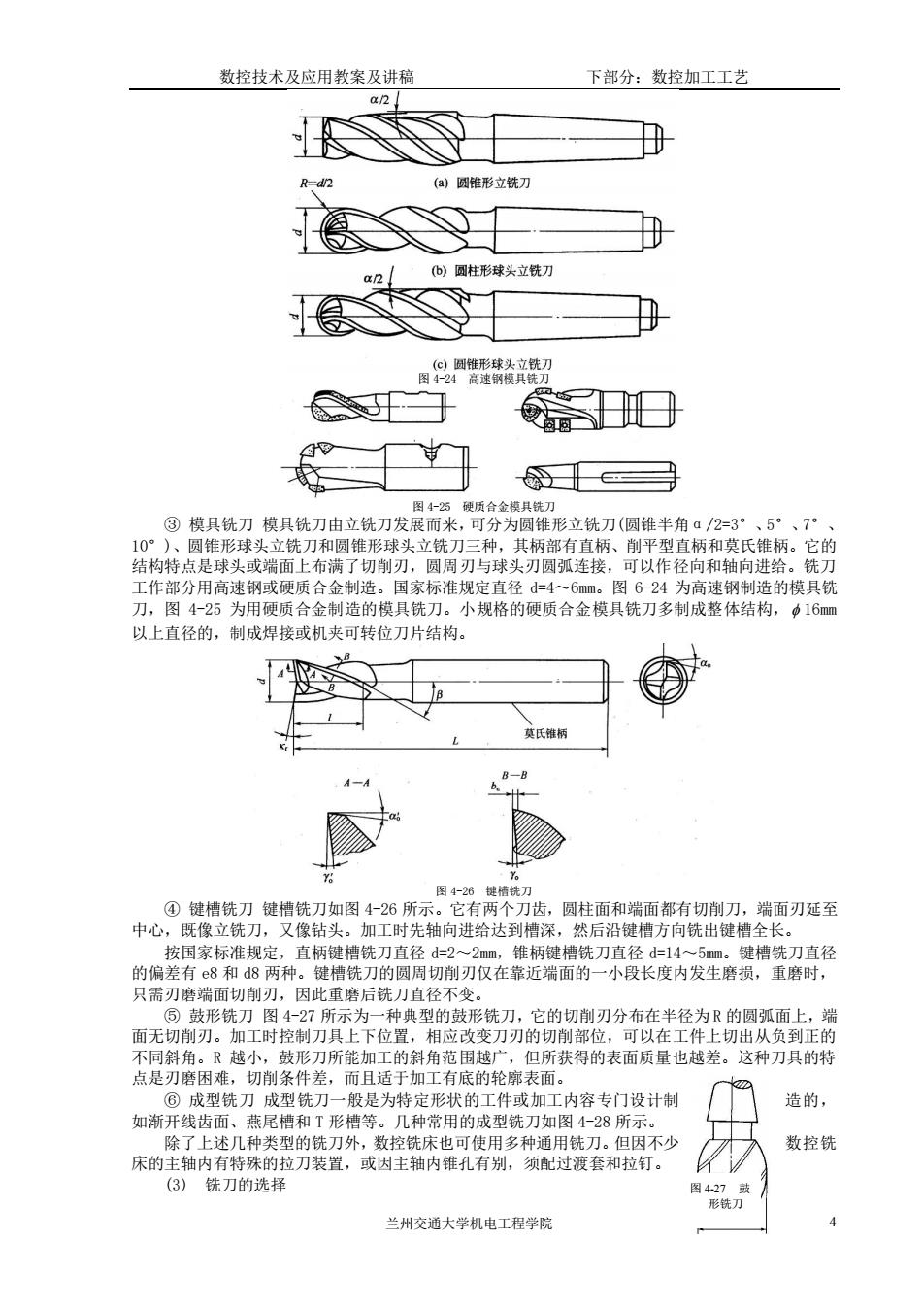
数控技术及应用教案及讲稿 下部分:数控加工工艺 (创圆谁形立洗刀 an 圆柱形球头立酰刀 f白 田日 号 ③模具铣刀模具铣刀由立铣刀发展而米,现分为圆耀形立铣刀(圆锥半角。2=3”、5”、7 10°)、圆锥形球头立铣刀和圆锥形球头立铣刀三种,其柄部有直柄、削平型直柄和莫氏锥柄。它的 结构特点是球头或端面上布满了切削刃,园周刃与球头刃圆弧连接,可以作径向和轴向进给。铣刀 工作部分用高速钢或硬质合金制造。国家标准规定直径d-4~6m。图6-24为高速钢制造的模具铣 刀,图4-25为用硬质合金制造的模具铣刀。小规格的硬质合金模只铣刀多制成整体结构,616mm 以上直径的,制成焊接或机夹可转位刀片结构。 B一B 图4-28德铁 ④键槽铣刀键槽铣刀如图4-26所示。它有两个刀齿,圆柱面和端面都有切削刀,端面刃延至 中心,既像立铣刀,又像钻头。加工时先轴向进给达到槽深,然后沿健槽方向铣出键槽全长。 的偏技国家标准规定钻直性糕结刀的圆周切制刃仅在靠近端面的一小段不度内发生膀损,的脑陆径一 有e8和d8两种 键桔铣刀的圆 削刃仅在靠近端面的一小段长度内发生磨损,重磨时, 磨后 出从负到正器 面于拉下男泰的小潮刀分布在半轻为R的 可以在工件上切 不同斜角。R越小 鼓形刀所能加工的斜角范围越广,但所获得的表面质量也越差。这种刀具的特 点是刃磨困难,切削条件差,而且适于加工有底的轮廓表面。 ⑥成型铣刀成型铣刀一般是为特定形状的工件或加工内容专门设计制 造的 如渐开线齿面、燕尾槽和T形槽等。几种常用的成型铣刀如图4-28所示。 除了上述几种类型的铣刀外,数控铣床也可使用多种通用铣刀。但因不少 数控铣 床的主轴内有特殊的拉刀装置,或因主轴内锥孔有别,须配过渡套和拉钉。 (3)铣刀的选择 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 图 4-27 鼓 形铣刀 图 4-24 高速钢模具铣刀 图 4-25 硬质合金模具铣刀 ③ 模具铣刀 模具铣刀由立铣刀发展而来,可分为圆锥形立铣刀(圆锥半角α/2=3°、5°、7°、 10°)、圆锥形球头立铣刀和圆锥形球头立铣刀三种,其柄部有直柄、削平型直柄和莫氏锥柄。它的 结构特点是球头或端面上布满了切削刃,圆周刃与球头刃圆弧连接,可以作径向和轴向进给。铣刀 工作部分用高速钢或硬质合金制造。国家标准规定直径 d=4~6mm。图 6-24 为高速钢制造的模具铣 刀,图 4-25 为用硬质合金制造的模具铣刀。小规格的硬质合金模具铣刀多制成整体结构, 16mm 以上直径的,制成焊接或机夹可转位刀片结构。 图 4-26 键槽铣刀 ④ 键槽铣刀 键槽铣刀如图 4-26 所示。它有两个刀齿,圆柱面和端面都有切削刀,端面刃延至 中心,既像立铣刀,又像钻头。加工时先轴向进给达到槽深,然后沿键槽方向铣出键槽全长。 按国家标准规定,直柄键槽铣刀直径 d=2~2mm,锥柄键槽铣刀直径 d=14~5mm。键槽铣刀直径 的偏差有 e8 和 d8 两种。键槽铣刀的圆周切削刃仅在靠近端面的一小段长度内发生磨损,重磨时, 只需刃磨端面切削刃,因此重磨后铣刀直径不变。 ⑤ 鼓形铣刀 图 4-27 所示为一种典型的鼓形铣刀,它的切削刃分布在半径为 R 的圆弧面上,端 面无切削刃。加工时控制刀具上下位置,相应改变刀刃的切削部位,可以在工件上切出从负到正的 不同斜角。R 越小,鼓形刀所能加工的斜角范围越广,但所获得的表面质量也越差。这种刀具的特 点是刃磨困难,切削条件差,而且适于加工有底的轮廓表面。 ⑥ 成型铣刀 成型铣刀一般是为特定形状的工件或加工内容专门设计制 造的, 如渐开线齿面、燕尾槽和 T 形槽等。几种常用的成型铣刀如图 4-28 所示。 除了上述几种类型的铣刀外,数控铣床也可使用多种通用铣刀。但因不少 数控铣 床的主轴内有特殊的拉刀装置,或因主轴内锥孔有别,须配过渡套和拉钉。 (3) 铣刀的选择