正在加载图片...
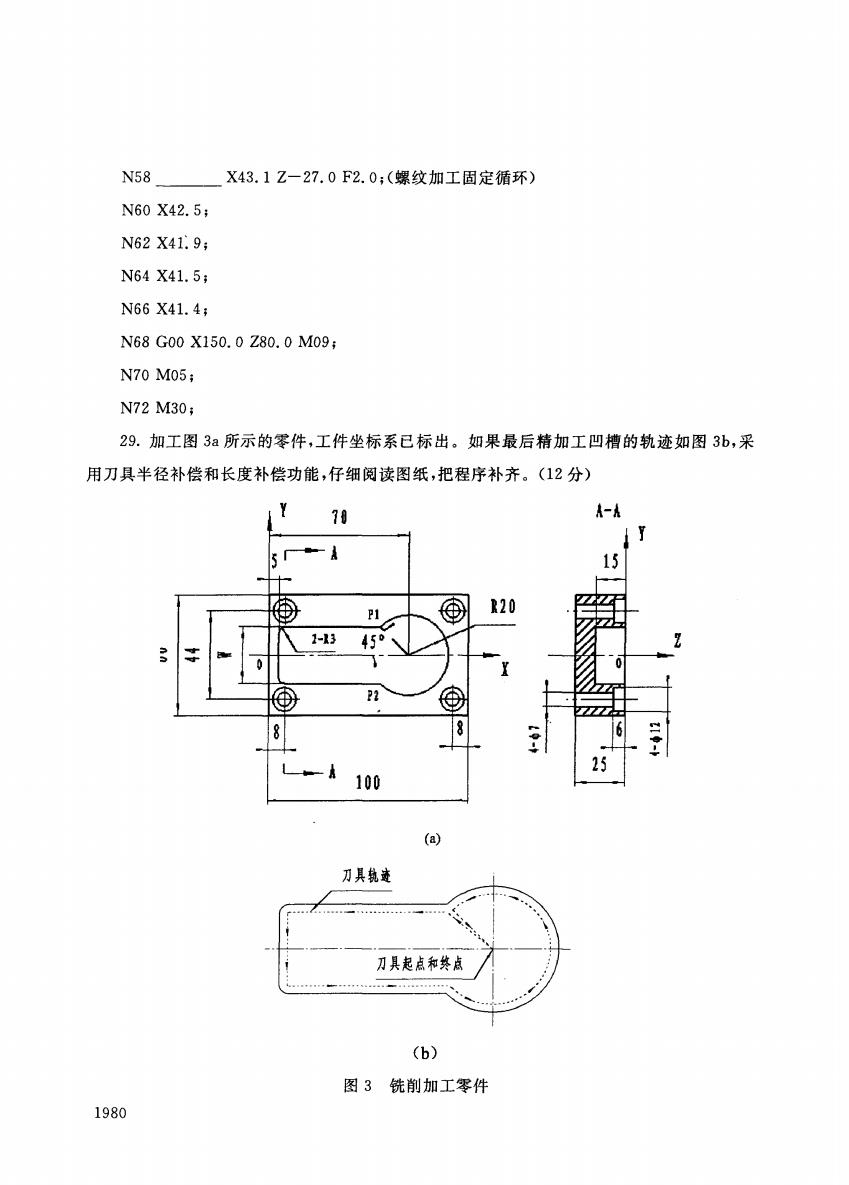
N58 X43.1Z-27.0F2.0;(螺纹加工固定循环) N60X42.5: N62X41.9; N64X41.5: N66X41.4: N68G00X150.0Z80.0M09; N70M05; N72M30; 29.加工图3a所示的零件,工件坐标系已标出。如果最后精加工凹槽的轨迹如图3b,采 用刀具半径补偿和长度补偿功能,仔细阅读图纸,把程序补齐。(12分) 70 A-A 15 ® 1 倒 R20 1-3 450 ® 22 100 (a) 刀具轨迹 刀具起点和终点 (b) 图3铣削加工零件 1980N58 X43.1 Z-27. 0 F2. 0; 螺纹加工 N60 X42. 5; N62 X41. 9; N64 X41. 5; N66 X41.4; N68 GOO X150. 0 Z80. 0 M09; N70 M05; N72 M30; 29. 图3a 工件 果最后精加工 图3b 用刀具半径补偿和长度补偿功能,仔细阅读图纸,把程序补齐。(1 Y A-A Y 10 z 15 120 I Sr-A ·唱 喃喃 45 1) P2 PI l-B 国恒 P = "-4T'' 25 too L • - A (a) τ:11FF 刀具轨迹 Cb) 镜削加工零件 1980