正在加载图片...
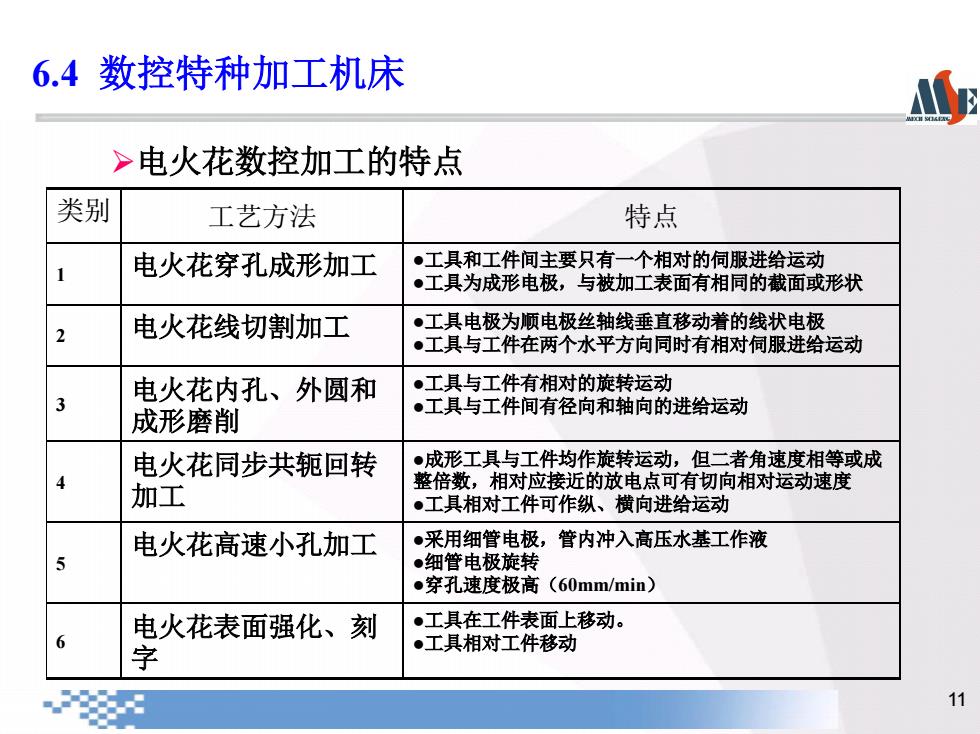
6.4数控特种加工机床 >电火花数控加工的特点 类别 工艺方法 特点 电火花穿孔成形加工 ●工具和工件间主要只有一个相对的伺服进给运动 ●工具为成形电极,与被加工表面有相同的截面或形状 电火花线切割加工 ●工具电极为顺电极丝轴线垂直移动着的线状电极 ●工具与工件在两个水平方向同时有相对伺服进给运动 电火花内孔、外圆和 ●工具与工件有相对的旋转运动 3 成形磨削 ●工具与工件间有径向和轴向的进给运动 电火花同步共轭回转 ●成形工具与工件均作旋转运动,但二者角速度相等或成 4 加工 整倍数,相对应接近的放电点可有切向相对运动速度 ●工具相对工件可作纵、横向进给运动 电火花高速小孔加工 ●采用细管电极,管内冲入高压水基工作液 5 ●细管电极旋转 ●穿孔速度极高(60mm/min) 电火花表面强化、刻 ·工具在工件表面上移动。 字 ●工具相对工件移动 11 11 电火花数控加工的特点 类别 工艺方法 特点 1 电火花穿孔成形加工 工具和工件间主要只有一个相对的伺服进给运动 工具为成形电极,与被加工表面有相同的截面或形状 2 电火花线切割加工 工具电极为顺电极丝轴线垂直移动着的线状电极 工具与工件在两个水平方向同时有相对伺服进给运动 3 电火花内孔、外圆和 成形磨削 工具与工件有相对的旋转运动 工具与工件间有径向和轴向的进给运动 4 电火花同步共轭回转 加工 成形工具与工件均作旋转运动,但二者角速度相等或成 整倍数,相对应接近的放电点可有切向相对运动速度 工具相对工件可作纵、横向进给运动 5 电火花高速小孔加工 采用细管电极,管内冲入高压水基工作液 细管电极旋转 穿孔速度极高(60mm/min) 6 电火花表面强化、刻 字 工具在工件表面上移动。 工具相对工件移动 6.4 数控特种加工机床