正在加载图片...
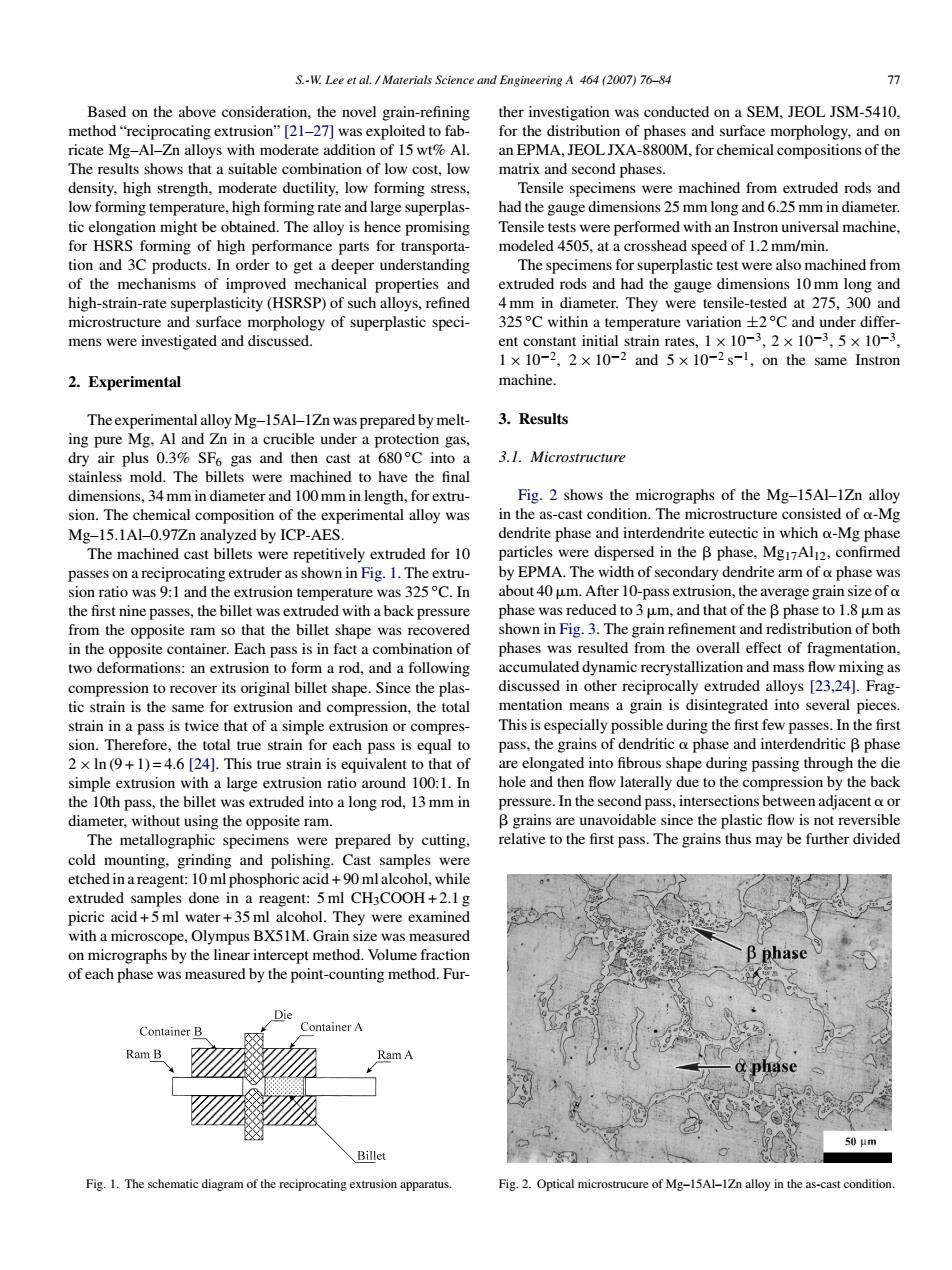
S.-W.Lee et al.Materials Science and Engineering A 464 (2007)76-84 公 Based on the above consideration,the novel grain-refining ther investigation was conducted on a SEM.JEOL JSM-5410. method“reciprocating extrusion”[2l-2刀was exploited to fab- for the distribution of phases and surface morphology,and on ricate Mg-Al-Zn alloys with moderate addition of 15 wt%Al an EPMA,JEOL JXA-8800M,for chemical compositions of the The results shows that a suitable combination of low cost.low matrix and second phases. density.high strength,moderate ductility,low forming stress, Tensile specimens were machined from extruded rods and low forming temperature,high forming rate and large superplas- had the gauge dimensions 25 mm long and 6.25 mm in diameter. tic elongation might be obtained.The alloy is hence promising Tensile tests were performed with an Instron universal machine, for HSRS forming of high performance parts for transporta- modeled 4505,at a crosshead speed of 1.2 mm/min. tion and 3C products.In order to get a deeper understanding The specimens for superplastic test were also machined from of the mechanisms of improved mechanical properties and extruded rods and had the gauge dimensions 10mm long and high-strain-rate superplasticity(HSRSP)of such alloys,refined 4mm in diameter.They were tensile-tested at 275,300 and microstructure and surface morphology of superplastic speci- 325C within a temperature variation +2C and under differ- mens were investigated and discussed. ent constant initial strain rates,1×l0-3,2×l0-3,5×10-3, 1×10-2,2×10-2and5×10-2s-l,on the same Instron 2.Experimental machine. The experimental alloy Mg-15Al-1Zn was prepared by melt- 3.Results ing pure Mg,Al and Zn in a crucible under a protection gas, dry air plus 0.3%SF6 gas and then cast at 680C into a 3.1.Microstructure stainless mold.The billets were machined to have the final dimensions,34 mm in diameter and 100 mm in length,for extru- Fig.2 shows the micrographs of the Mg-15Al-1Zn alloy sion.The chemical composition of the experimental alloy was in the as-cast condition.The microstructure consisted of o-Mg Mg-15.1Al-0.97Zn analyzed by ICP-AES. dendrite phase and interdendrite eutectic in which a-Mg phase The machined cast billets were repetitively extruded for 10 particles were dispersed in the B phase,Mg17Al12,confirmed passes on a reciprocating extruder as shown in Fig.1.The extru- by EPMA.The width of secondary dendrite arm of o phase was sion ratio was 9:1 and the extrusion temperature was 325C.In about 40 um.After 10-pass extrusion,the average grain size of o the first nine passes,the billet was extruded with a back pressure phase was reduced to 3 um,and that of the B phase to 1.8 um as from the opposite ram so that the billet shape was recovered shown in Fig.3.The grain refinement and redistribution of both in the opposite container.Each pass is in fact a combination of phases was resulted from the overall effect of fragmentation, two deformations:an extrusion to form a rod,and a following accumulated dynamic recrystallization and mass flow mixing as compression to recover its original billet shape.Since the plas- discussed in other reciprocally extruded alloys [23,24].Frag- tic strain is the same for extrusion and compression,the total mentation means a grain is disintegrated into several pieces. strain in a pass is twice that of a simple extrusion or compres- This is especially possible during the first few passes.In the first sion.Therefore,the total true strain for each pass is equal to pass,the grains of dendritic a phase and interdendritic B phase 2 x In(9+1)=4.6 [24].This true strain is equivalent to that of are elongated into fibrous shape during passing through the die simple extrusion with a large extrusion ratio around 100:1.In hole and then flow laterally due to the compression by the back the 10th pass,the billet was extruded into a long rod,13 mm in pressure.In the second pass,intersections between adjacent o or diameter,without using the opposite ram. B grains are unavoidable since the plastic flow is not reversible The metallographic specimens were prepared by cutting, relative to the first pass.The grains thus may be further divided cold mounting,grinding and polishing.Cast samples were etched in a reagent:10 ml phosphoric acid +90 ml alcohol,while extruded samples done in a reagent:5ml CH3COOH+2.1g picric acid+5 ml water+35 ml alcohol.They were examined with a microscope,Olympus BX51M.Grain size was measured on micrographs by the linear intercept method.Volume fraction of each phase was measured by the point-counting method.Fur- Die Container B Container A Ram B Ram A 50μm Billet Fig.1.The schematic diagram of the reciprocating extrusion apparatus. Fig.2.Optical microstrucure of Mg-15Al-12n alloy in the as-cast condition.S.-W. Lee et al. / Materials Science and Engineering A 464 (2007) 76–84 77 Based on the above consideration, the novel grain-refining method “reciprocating extrusion” [21–27] was exploited to fabricate Mg–Al–Zn alloys with moderate addition of 15 wt% Al. The results shows that a suitable combination of low cost, low density, high strength, moderate ductility, low forming stress, low forming temperature, high forming rate and large superplastic elongation might be obtained. The alloy is hence promising for HSRS forming of high performance parts for transportation and 3C products. In order to get a deeper understanding of the mechanisms of improved mechanical properties and high-strain-rate superplasticity (HSRSP) of such alloys, refined microstructure and surface morphology of superplastic specimens were investigated and discussed. 2. Experimental The experimental alloy Mg–15Al–1Zn was prepared by melting pure Mg, Al and Zn in a crucible under a protection gas, dry air plus 0.3% SF6 gas and then cast at 680 ◦C into a stainless mold. The billets were machined to have the final dimensions, 34 mm in diameter and 100 mm in length, for extrusion. The chemical composition of the experimental alloy was Mg–15.1Al–0.97Zn analyzed by ICP-AES. The machined cast billets were repetitively extruded for 10 passes on a reciprocating extruder as shown in Fig. 1. The extrusion ratio was 9:1 and the extrusion temperature was 325 ◦C. In the first nine passes, the billet was extruded with a back pressure from the opposite ram so that the billet shape was recovered in the opposite container. Each pass is in fact a combination of two deformations: an extrusion to form a rod, and a following compression to recover its original billet shape. Since the plastic strain is the same for extrusion and compression, the total strain in a pass is twice that of a simple extrusion or compression. Therefore, the total true strain for each pass is equal to 2 × ln (9 + 1) = 4.6 [24]. This true strain is equivalent to that of simple extrusion with a large extrusion ratio around 100:1. In the 10th pass, the billet was extruded into a long rod, 13 mm in diameter, without using the opposite ram. The metallographic specimens were prepared by cutting, cold mounting, grinding and polishing. Cast samples were etched in a reagent: 10 ml phosphoric acid + 90 ml alcohol, while extruded samples done in a reagent: 5 ml CH3COOH + 2.1 g picric acid + 5 ml water + 35 ml alcohol. They were examined with a microscope, Olympus BX51M. Grain size was measured on micrographs by the linear intercept method. Volume fraction of each phase was measured by the point-counting method. FurFig. 1. The schematic diagram of the reciprocating extrusion apparatus. ther investigation was conducted on a SEM, JEOL JSM-5410, for the distribution of phases and surface morphology, and on an EPMA, JEOL JXA-8800M, for chemical compositions of the matrix and second phases. Tensile specimens were machined from extruded rods and had the gauge dimensions 25 mm long and 6.25 mm in diameter. Tensile tests were performed with an Instron universal machine, modeled 4505, at a crosshead speed of 1.2 mm/min. The specimens for superplastic test were also machined from extruded rods and had the gauge dimensions 10 mm long and 4 mm in diameter. They were tensile-tested at 275, 300 and 325 ◦C within a temperature variation ±2 ◦C and under different constant initial strain rates, 1 × 10−3, 2 × 10−3, 5 × 10−3, 1 × 10−2, 2 × 10−2 and 5 × 10−2 s−1, on the same Instron machine. 3. Results 3.1. Microstructure Fig. 2 shows the micrographs of the Mg–15Al–1Zn alloy in the as-cast condition. The microstructure consisted of -Mg dendrite phase and interdendrite eutectic in which -Mg phase particles were dispersed in the phase, Mg17Al12, confirmed by EPMA. The width of secondary dendrite arm of phase was about 40m. After 10-pass extrusion, the average grain size of phase was reduced to 3m, and that of the phase to 1.8 m as shown in Fig. 3. The grain refinement and redistribution of both phases was resulted from the overall effect of fragmentation, accumulated dynamic recrystallization and mass flow mixing as discussed in other reciprocally extruded alloys [23,24]. Fragmentation means a grain is disintegrated into several pieces. This is especially possible during the first few passes. In the first pass, the grains of dendritic phase and interdendritic phase are elongated into fibrous shape during passing through the die hole and then flow laterally due to the compression by the back pressure. In the second pass, intersections between adjacent or grains are unavoidable since the plastic flow is not reversible relative to the first pass. The grains thus may be further divided Fig. 2. Optical microstrucure of Mg–15Al–1Zn alloy in the as-cast condition.����������