正在加载图片...
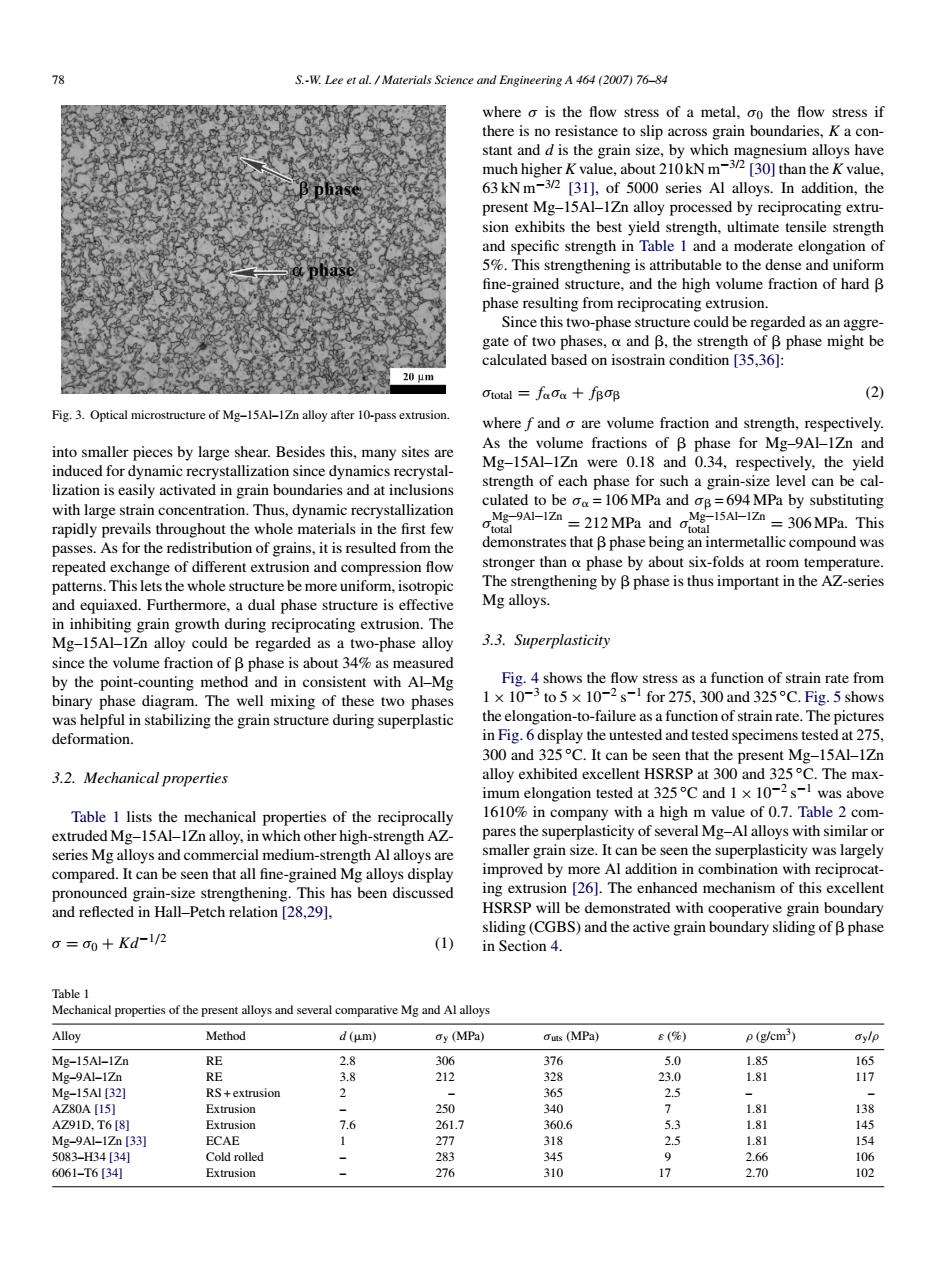
S.-W.Lee et al.Materials Science and Engineering A 464 (2007)76-84 where o is the flow stress of a metal,oo the flow stress if there is no resistance to slip across grain boundaries,K a con- stant and d is the grain size,by which magnesium alloys have much higher K value,about 210kNm-3/2 [30]than the K value, 63kNm-32 [31],of 5000 series Al alloys.In addition,the present Mg-15Al-1Zn alloy processed by reciprocating extru- sion exhibits the best yield strength.ultimate tensile strength and specific strength in Table I and a moderate elongation of 5%.This strengthening is attributable to the dense and uniform fine-grained structure,and the high volume fraction of hard B phase resulting from reciprocating extrusion. Since this two-phase structure could be regarded as an aggre- gate of two phases,o and B,the strength of B phase might be calculated based on isostrain condition [35,36]: 20μm Ototal faCo fBoB (2) Fig.3.Optical microstructure of Mg-15Al-1Zn alloy after 10-pass extrusion. where f and o are volume fraction and strength,respectively. into smaller pieces by large shear.Besides this,many sites are As the volume fractions of B phase for Mg-9Al-1Zn and induced for dynamic recrystallization since dynamics recrystal- Mg-15Al-1Zn were 0.18 and 0.34,respectively,the yield lization is easily activated in grain boundaries and at inclusions strength of each phase for such a grain-size level can be cal- with large strain concentration.Thus,dynamic recrystallization culated to be o=106 MPa and oB=694 MPa by substituting rapidly prevails throughout the whole materials in the first few A-Z-212 MPa and SAI-Z-306 MPa.This passes.As for the redistribution of grains,it is resulted from the demonstrates that B phase being an intermetallic compound was repeated exchange of different extrusion and compression flow stronger than o phase by about six-folds at room temperature. patterns.This lets the whole structure be more uniform,isotropic The strengthening by B phase is thus important in the AZ-series and equiaxed.Furthermore,a dual phase structure is effective Mg alloys. in inhibiting grain growth during reciprocating extrusion.The Mg-15Al-1Zn alloy could be regarded as a two-phase alloy 3.3.Superplasticity since the volume fraction of B phase is about 34%as measured by the point-counting method and in consistent with Al-Mg Fig.4 shows the flow stress as a function of strain rate from binary phase diagram.The well mixing of these two phases 1×10-3to5×10-2s-1for275,300and325C.Fig.5 shows was helpful in stabilizing the grain structure during superplastic the elongation-to-failure as a function of strain rate.The pictures deformation. in Fig.6 display the untested and tested specimens tested at 275, 300 and 325C.It can be seen that the present Mg-15Al-1Zn 3.2.Mechanical properties alloy exhibited excellent HSRSP at 300 and 325C.The max- imum elongation tested at 325C and 1 x 10-2s-was above Table 1 lists the mechanical properties of the reciprocally 1610%in company with a high m value of 0.7.Table 2 com- extruded Mg-15Al-1Zn alloy,in which other high-strength AZ- pares the superplasticity of several Mg-Al alloys with similar or series Mg alloys and commercial medium-strength Al alloys are smaller grain size.It can be seen the superplasticity was largely compared.It can be seen that all fine-grained Mg alloys display improved by more Al addition in combination with reciprocat- pronounced grain-size strengthening.This has been discussed ing extrusion [26].The enhanced mechanism of this excellent and reflected in Hall-Petch relation [28,29]. HSRSP will be demonstrated with cooperative grain boundary sliding(CGBS)and the active grain boundary sliding of B phase a=00+Kd-1/2 1) in Section 4. Table 1 Mechanical properties of the present alloys and several comparative Mg and Al alloys Alloy Method d(μm) dy (MPa) Outs (MPa) E(%) p(g/cm3) aylp Mg-15Al-1Zn RE 2.8 306 376 5.0 1.85 165 Mg-9Al-1Zn RE 3.8 212 328 23.0 1.81 117 Mg-15AI[32 RS+extrusion 365 2.5 AZ80A[15] Extrusion 250 340 1.81 138 AZ91D,T6[8] Extrusion 7.6 261.7 360.6 5.3 1.81 145 Mg-9A-1Zn[331 ECAE 1 277 318 2.5 1.81 154 5083-H34[341 Cold rolled 283 345 9 2.66 106 6061-T6[34] Extrusion 276 310 17 2.70 10278 S.-W. Lee et al. / Materials Science and Engineering A 464 (2007) 76–84 Fig. 3. Optical microstructure of Mg–15Al–1Zn alloy after 10-pass extrusion. into smaller pieces by large shear. Besides this, many sites are induced for dynamic recrystallization since dynamics recrystallization is easily activated in grain boundaries and at inclusions with large strain concentration. Thus, dynamic recrystallization rapidly prevails throughout the whole materials in the first few passes. As for the redistribution of grains, it is resulted from the repeated exchange of different extrusion and compression flow patterns. This lets the whole structure be more uniform, isotropic and equiaxed. Furthermore, a dual phase structure is effective in inhibiting grain growth during reciprocating extrusion. The Mg–15Al–1Zn alloy could be regarded as a two-phase alloy since the volume fraction of phase is about 34% as measured by the point-counting method and in consistent with Al–Mg binary phase diagram. The well mixing of these two phases was helpful in stabilizing the grain structure during superplastic deformation. 3.2. Mechanical properties Table 1 lists the mechanical properties of the reciprocally extruded Mg–15Al–1Zn alloy, in which other high-strength AZseries Mg alloys and commercial medium-strength Al alloys are compared. It can be seen that all fine-grained Mg alloys display pronounced grain-size strengthening. This has been discussed and reflected in Hall–Petch relation [28,29], σ = σ0 + Kd−1/2 (1) where σ is the flow stress of a metal, σ0 the flow stress if there is no resistance to slip across grain boundaries, K a constant and d is the grain size, by which magnesium alloys have much higher K value, about 210 kN m−3/2 [30] than the K value, 63 kN m−3/2 [31], of 5000 series Al alloys. In addition, the present Mg–15Al–1Zn alloy processed by reciprocating extrusion exhibits the best yield strength, ultimate tensile strength and specific strength in Table 1 and a moderate elongation of 5%. This strengthening is attributable to the dense and uniform fine-grained structure, and the high volume fraction of hard phase resulting from reciprocating extrusion. Since this two-phase structure could be regarded as an aggregate of two phases, and , the strength of phase might be calculated based on isostrain condition [35,36]: σtotal = fσ + fσ (2) where f and σ are volume fraction and strength, respectively. As the volume fractions of phase for Mg–9Al–1Zn and Mg–15Al–1Zn were 0.18 and 0.34, respectively, the yield strength of each phase for such a grain-size level can be calculated to be σ = 106 MPa and σ = 694 MPa by substituting σMg–9Al–1Zn total = 212 MPa and σMg–15Al–1Zn total = 306 MPa. This demonstrates that phase being an intermetallic compound was stronger than phase by about six-folds at room temperature. The strengthening by phase is thus important in the AZ-series Mg alloys. 3.3. Superplasticity Fig. 4 shows the flow stress as a function of strain rate from 1 × 10−3 to 5 × 10−2 s−1 for 275, 300 and 325 ◦C. Fig. 5 shows the elongation-to-failure as a function of strain rate. The pictures in Fig. 6 display the untested and tested specimens tested at 275, 300 and 325 ◦C. It can be seen that the present Mg–15Al–1Zn alloy exhibited excellent HSRSP at 300 and 325 ◦C. The maximum elongation tested at 325 ◦C and 1 × 10−2 s−1 was above 1610% in company with a high m value of 0.7. Table 2 compares the superplasticity of several Mg–Al alloys with similar or smaller grain size. It can be seen the superplasticity was largely improved by more Al addition in combination with reciprocating extrusion [26]. The enhanced mechanism of this excellent HSRSP will be demonstrated with cooperative grain boundary sliding (CGBS) and the active grain boundary sliding of phase in Section 4. Table 1 Mechanical properties of the present alloys and several comparative Mg and Al alloys Alloy Method d (m) σy (MPa) σuts (MPa) ε (%) ρ (g/cm3) σy/ρ Mg–15Al–1Zn RE 2.8 306 376 5.0 1.85 165 Mg–9Al–1Zn RE 3.8 212 328 23.0 1.81 117 Mg–15Al [32] RS + extrusion 2 – 365 2.5 – – AZ80A [15] Extrusion – 250 340 7 1.81 138 AZ91D, T6 [8] Extrusion 7.6 261.7 360.6 5.3 1.81 145 Mg–9Al–1Zn [33] ECAE 1 277 318 2.5 1.81 154 5083–H34 [34] Cold rolled – 283 345 9 2.66 106 6061–T6 [34] Extrusion – 276 310 17 2.70 102����������������