正在加载图片...
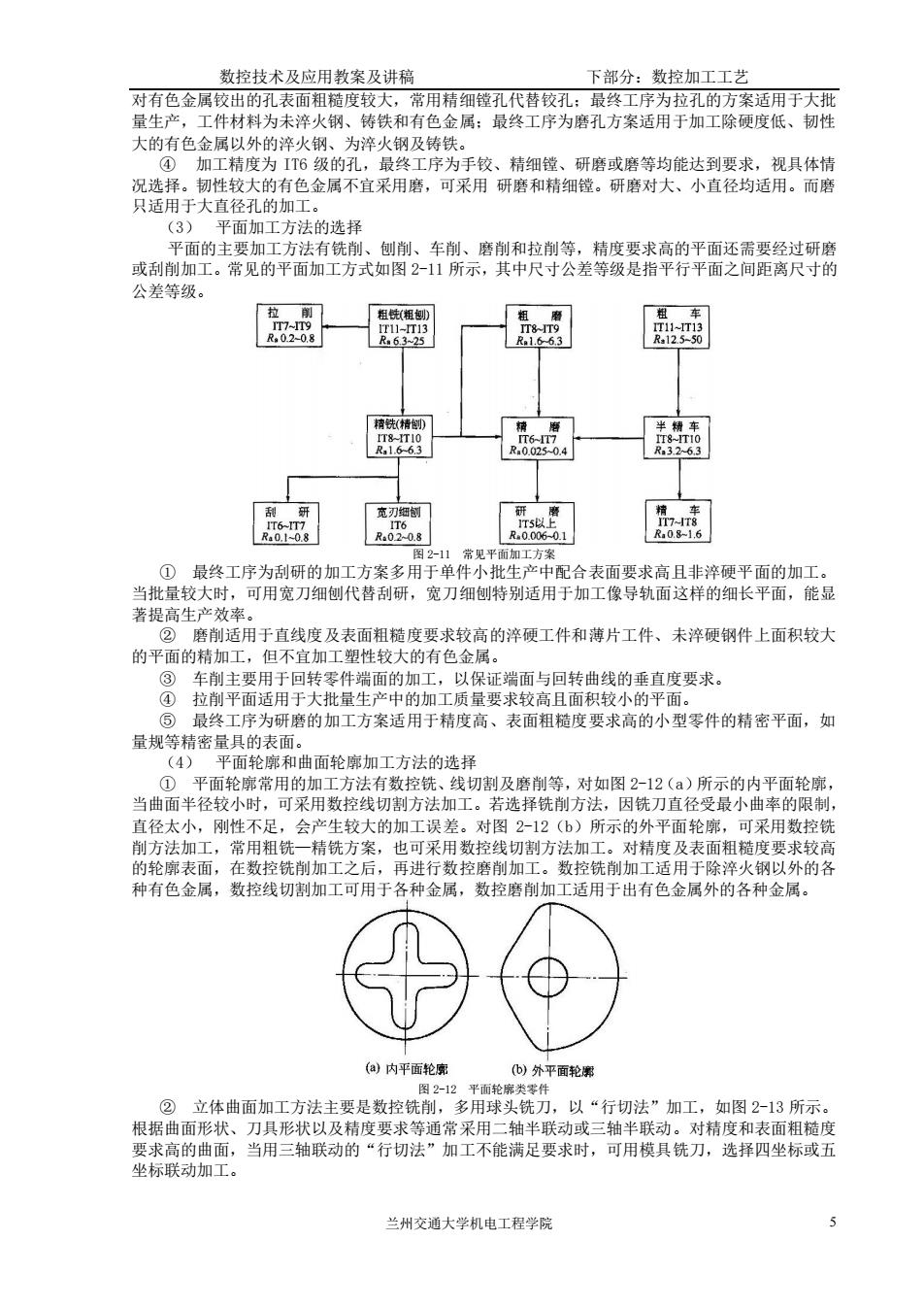
数控技术及应用教案及讲稿 下部分:数控加工工艺 对有色金属铰出的孔表面粗糙度较大,常用精细筐孔代替铰孔:最终工序为拉孔的方案适用于大批 量生产,工件材料为未淬火钢、铸铁和有色金属:最终工序为磨孔方案适用于加工除硬度低、韧性 大的有色金属以外的淬火钢、为淬火钢及铸铁。 色界店药密 终工序为手铰 况选择 加工精度的 精细 平面加工方法的选择 平面的主要加工方法有铣削、侧削、车削、磨削和拉削等,精度要求高的平面还需要经过研磨 或刮削加工。常见的平面加工方式如图2-11所示,其中尺寸公差等级是指平行平面之间距离尺寸的 公差等级。 田 翻画 尼0B 邮 著提高生产效率 ②磨削适用于直线度及表面粗糙度要求较高的淬硬工件和薄片工件、未淬硬钢件上面积较大 的平面的精加工,但不宜加工塑性较大的有色金属。 日于美至中装霜装被的度末。 ⑤最终工序为研磨的加工方案适用于精度高、表面粗糙度要求高的小型零件的精密平面,如 量规等精密量具 和面轮加工方法的选 直径太小,刚性不足,会产生较大的加工误差。对图212(6)所示的外平面轮廓 可采用数控铣 削方法加工, 常用知 精铣方案, 也可采用数控线切制方法加工。对精度及表面相度要求较高 的轮廓表面,在数控铣削加工之后,再进行数控磨削加工。数控铣削加工适用于除淬火钢以外的各 种有色金属,数控线切割加工可用于各种金属,数控磨削加工适用于出有色金属外的各种金属。 ()内平面轮哪 )外平面轮溪 是数控 采用 B所际 坐林联动加工 当用二轴联动的 “行切法 加不能足要求时,可用模具铣刀,选择四坐标或 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 对有色金属铰出的孔表面粗糙度较大,常用精细镗孔代替铰孔;最终工序为拉孔的方案适用于大批 量生产,工件材料为未淬火钢、铸铁和有色金属;最终工序为磨孔方案适用于加工除硬度低、韧性 大的有色金属以外的淬火钢、为淬火钢及铸铁。 ④ 加工精度为 IT6 级的孔,最终工序为手铰、精细镗、研磨或磨等均能达到要求,视具体情 况选择。韧性较大的有色金属不宜采用磨,可采用 研磨和精细镗。研磨对大、小直径均适用。而磨 只适用于大直径孔的加工。 (3) 平面加工方法的选择 平面的主要加工方法有铣削、刨削、车削、磨削和拉削等,精度要求高的平面还需要经过研磨 或刮削加工。常见的平面加工方式如图 2-11 所示,其中尺寸公差等级是指平行平面之间距离尺寸的 公差等级。 图 2-11 常见平面加工方案 ① 最终工序为刮研的加工方案多用于单件小批生产中配合表面要求高且非淬硬平面的加工。 当批量较大时,可用宽刀细刨代替刮研,宽刀细刨特别适用于加工像导轨面这样的细长平面,能显 著提高生产效率。 ② 磨削适用于直线度及表面粗糙度要求较高的淬硬工件和薄片工件、未淬硬钢件上面积较大 的平面的精加工,但不宜加工塑性较大的有色金属。 ③ 车削主要用于回转零件端面的加工,以保证端面与回转曲线的垂直度要求。 ④ 拉削平面适用于大批量生产中的加工质量要求较高且面积较小的平面。 ⑤ 最终工序为研磨的加工方案适用于精度高、表面粗糙度要求高的小型零件的精密平面,如 量规等精密量具的表面。 (4) 平面轮廓和曲面轮廓加工方法的选择 ① 平面轮廓常用的加工方法有数控铣、线切割及磨削等,对如图 2-12(a)所示的内平面轮廓, 当曲面半径较小时,可采用数控线切割方法加工。若选择铣削方法,因铣刀直径受最小曲率的限制, 直径太小,刚性不足,会产生较大的加工误差。对图 2-12(b)所示的外平面轮廓,可采用数控铣 削方法加工,常用粗铣—精铣方案,也可采用数控线切割方法加工。对精度及表面粗糙度要求较高 的轮廓表面,在数控铣削加工之后,再进行数控磨削加工。数控铣削加工适用于除淬火钢以外的各 种有色金属,数控线切割加工可用于各种金属,数控磨削加工适用于出有色金属外的各种金属。 图 2-12 平面轮廓类零件 ② 立体曲面加工方法主要是数控铣削,多用球头铣刀,以“行切法”加工,如图 2-13 所示。 根据曲面形状、刀具形状以及精度要求等通常采用二轴半联动或三轴半联动。对精度和表面粗糙度 要求高的曲面,当用三轴联动的“行切法”加工不能满足要求时,可用模具铣刀,选择四坐标或五 坐标联动加工