正在加载图片...
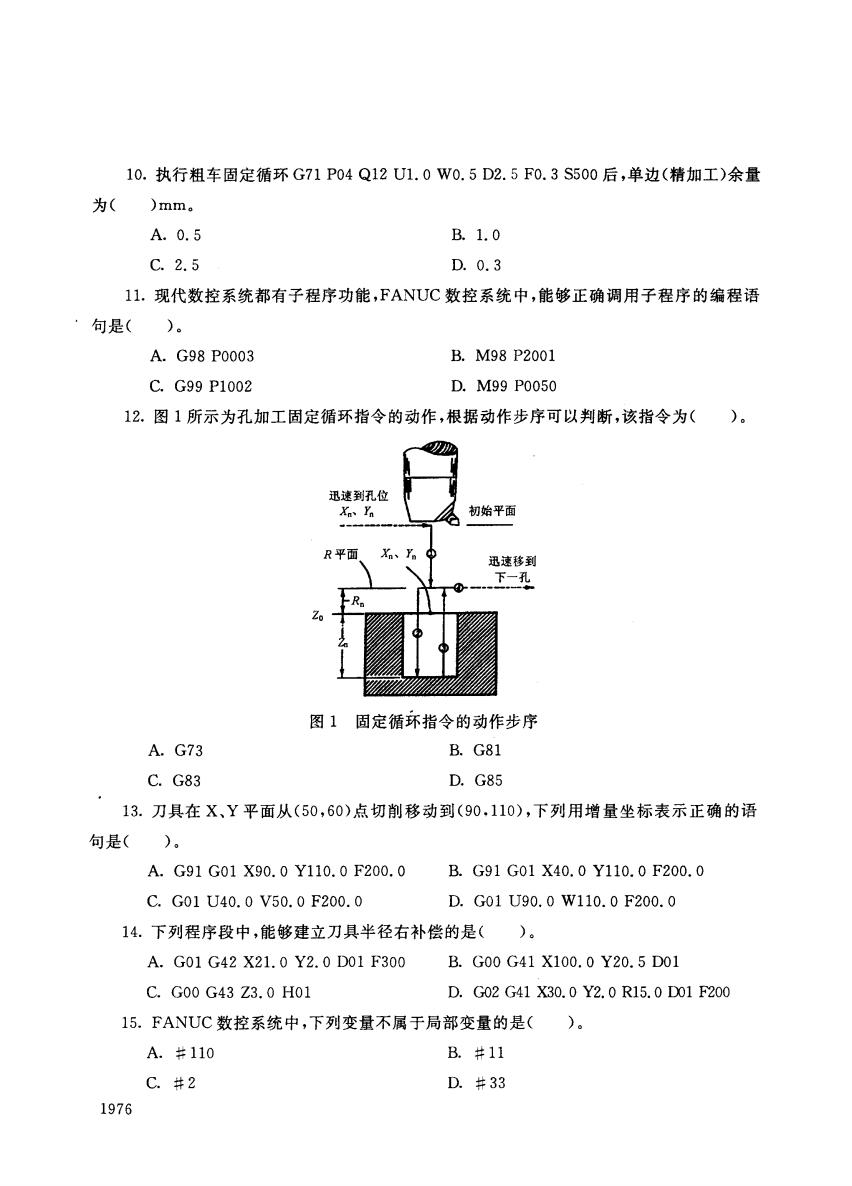
10.执行粗车固定循环G71P04Q12U1.0W0.5D2.5F0.3S500后,单边(精加工)余量 为( )mm。 A.0.5 B.1.0 C.2.5 D.0.3 11.现代数控系统都有子程序功能,FANUC数控系统中,能够正确调用子程序的编程语 ·句是()。 A.G98P0003 B.M98P2001 C.G99P1002 D.M99P0050 12.图1所示为孔加工固定循环指令的动作,根据动作步序可以判断,该指令为()。 迅速到孔位 Xa In 初始平面 R平面Xn、Y。① 迅速移到 下一孔 图1固定循环指令的动作步序 A.G73 B.G81 C.G83 D.G85 13.刀具在X、Y平面从(50,60)点切削移动到(90,110),下列用增量坐标表示正确的语 句是()。 A.G91G01X90.0Y110.0F200.0 B.G91G01X40.0Y110.0F200.0 C.G01U40.0V50.0F200.0 D.G01U90.0W110.0F200.0 14.下列程序段中,能够建立刀具半径右补偿的是()。 A.G01G42X21.0Y2.0D01F300 B.G00G41X100.0Y20.5D01 C.G00G43Z3.0H01 D.G02G41X30.0Y2.0R15.0D01F200 15.FANUC数控系统中,下列变量不属于局部变量的是()。 A.#110 B.#11 C.#2 D.#33 197610. 执行 定循环G71 P04 Q12 0 1. 0 WOo 5 D2. 5 FO. 3 8500 为( )mm o A. 0.5 C. 2.5 B. 1. 0 D. 0.3 1. 都有子程序 ,FANUC 数控 够正 调用 句是( )。 A. G98 P0003 C. G99 Pl002 B. M98 P200l D. 1:99 P0050 12. 图1 环指 作 步 )。 迅速J1 孔位 II' 一一←一 Zo 迅速移到 下一孔 …----... A. G73 C. G83 环指 作步 B. G8l D. G85 13. 在X、Y 从(50 ,60) 到(90.110) 下列 用增 量 句是( )。 A. G9l GOl X90.0 Yll0. 0 F200. 0 C. GOl 040.0 V50. 0 F200. 0 B. G9l GOl X40. 0 Y110. 0 F200. 0 D. GOl 090.0 W110. 0 F200. 0 14. 右补 )。 A. GOl G42 X21. 0 Y2.0 DOl F300 C. GOO G43 Z3.0 HOI B. GOO G4l XlOO. 0 Y20. 5 DOl D. G02 G4l X30. 0 Y2.0 R15. 0 D)1 F200 15. FANUC 数控 局部 )。 1976 A. # 110 C. #2 B. #11 D. #33