正在加载图片...
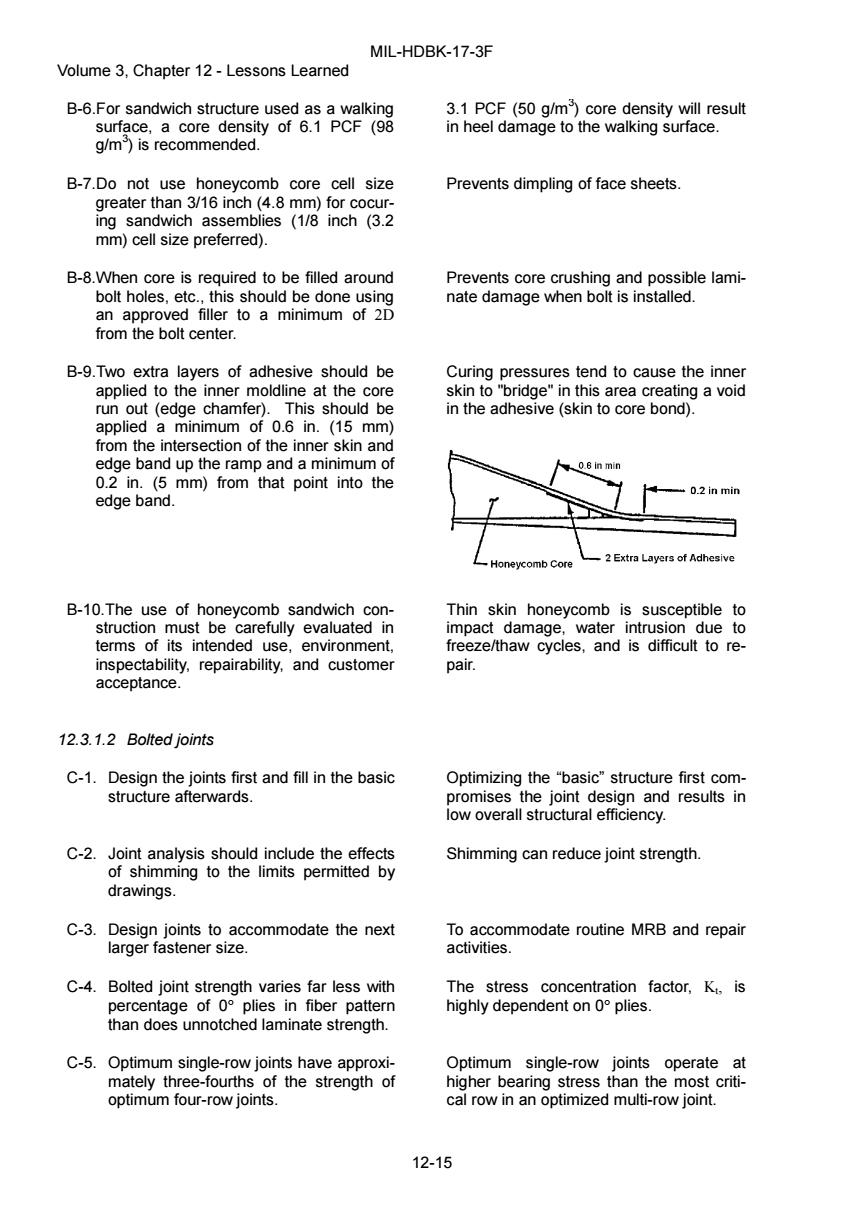
MIL-HDBK-17-3F Volume 3.Chapter 12-Lessons Learned B-6.For sandwich structure used as a walking 3.1 PCF(50 g/m)core density will result surface,a core density of 6.1 PCF (98 in heel damage to the walking surface. g/m)is recommended. B-7.Do not use honeycomb core cell size Prevents dimpling of face sheets. greater than 3/16 inch(4.8 mm)for cocur- ing sandwich assemblies (1/8 inch (3.2 mm)cell size preferred). B-8.When core is required to be filled around Prevents core crushing and possible lami- bolt holes,etc.,this should be done using nate damage when bolt is installed. an approved filler to a minimum of 2D from the bolt center. B-9.Two extra layers of adhesive should be Curing pressures tend to cause the inner applied to the inner moldline at the core skin to "bridge"in this area creating a void run out (edge chamfer).This should be in the adhesive(skin to core bond). applied a minimum of 0.6 in.(15 mm) from the intersection of the inner skin and edge band up the ramp and a minimum of 0.6 in min 0.2 in.(5 mm)from that point into the 0.2 in min edge band. Honeycomb Core .2 Extra Layers of Adhesive B-10.The use of honeycomb sandwich con- Thin skin honeycomb is susceptible to struction must be carefully evaluated in impact damage,water intrusion due to terms of its intended use,environment, freeze/thaw cycles,and is difficult to re- inspectability,repairability,and customer pair. acceptance. 12.3.1.2 Bolted joints C-1.Design the joints first and fill in the basic Optimizing the "basic"structure first com- structure afterwards. promises the joint design and results in low overall structural efficiency. C-2.Joint analysis should include the effects Shimming can reduce joint strength. of shimming to the limits permitted by drawings. C-3.Design joints to accommodate the next To accommodate routine MRB and repair larger fastener size. activities. C-4.Bolted joint strength varies far less with The stress concentration factor,K,is percentage of 0 plies in fiber pattern highly dependent on 0 plies. than does unnotched laminate strength. C-5.Optimum single-row joints have approxi- Optimum single-row joints operate at mately three-fourths of the strength of higher bearing stress than the most criti- optimum four-row joints. cal row in an optimized multi-row joint. 12-15MIL-HDBK-17-3F Volume 3, Chapter 12 - Lessons Learned 12-15 B-6.For sandwich structure used as a walking surface, a core density of 6.1 PCF (98 g/m3 ) is recommended. 3.1 PCF (50 g/m3 ) core density will result in heel damage to the walking surface. B-7.Do not use honeycomb core cell size greater than 3/16 inch (4.8 mm) for cocuring sandwich assemblies (1/8 inch (3.2 mm) cell size preferred). Prevents dimpling of face sheets. B-8.When core is required to be filled around bolt holes, etc., this should be done using an approved filler to a minimum of 2D from the bolt center. Prevents core crushing and possible laminate damage when bolt is installed. B-9.Two extra layers of adhesive should be applied to the inner moldline at the core run out (edge chamfer). This should be applied a minimum of 0.6 in. (15 mm) from the intersection of the inner skin and edge band up the ramp and a minimum of 0.2 in. (5 mm) from that point into the edge band. Curing pressures tend to cause the inner skin to "bridge" in this area creating a void in the adhesive (skin to core bond). B-10.The use of honeycomb sandwich construction must be carefully evaluated in terms of its intended use, environment, inspectability, repairability, and customer acceptance. Thin skin honeycomb is susceptible to impact damage, water intrusion due to freeze/thaw cycles, and is difficult to repair. 12.3.1.2 Bolted joints C-1. Design the joints first and fill in the basic structure afterwards. Optimizing the “basic” structure first compromises the joint design and results in low overall structural efficiency. C-2. Joint analysis should include the effects of shimming to the limits permitted by drawings. Shimming can reduce joint strength. C-3. Design joints to accommodate the next larger fastener size. To accommodate routine MRB and repair activities. C-4. Bolted joint strength varies far less with percentage of 0° plies in fiber pattern than does unnotched laminate strength. The stress concentration factor, Kt, is highly dependent on 0° plies. C-5. Optimum single-row joints have approximately three-fourths of the strength of optimum four-row joints. Optimum single-row joints operate at higher bearing stress than the most critical row in an optimized multi-row joint