正在加载图片...
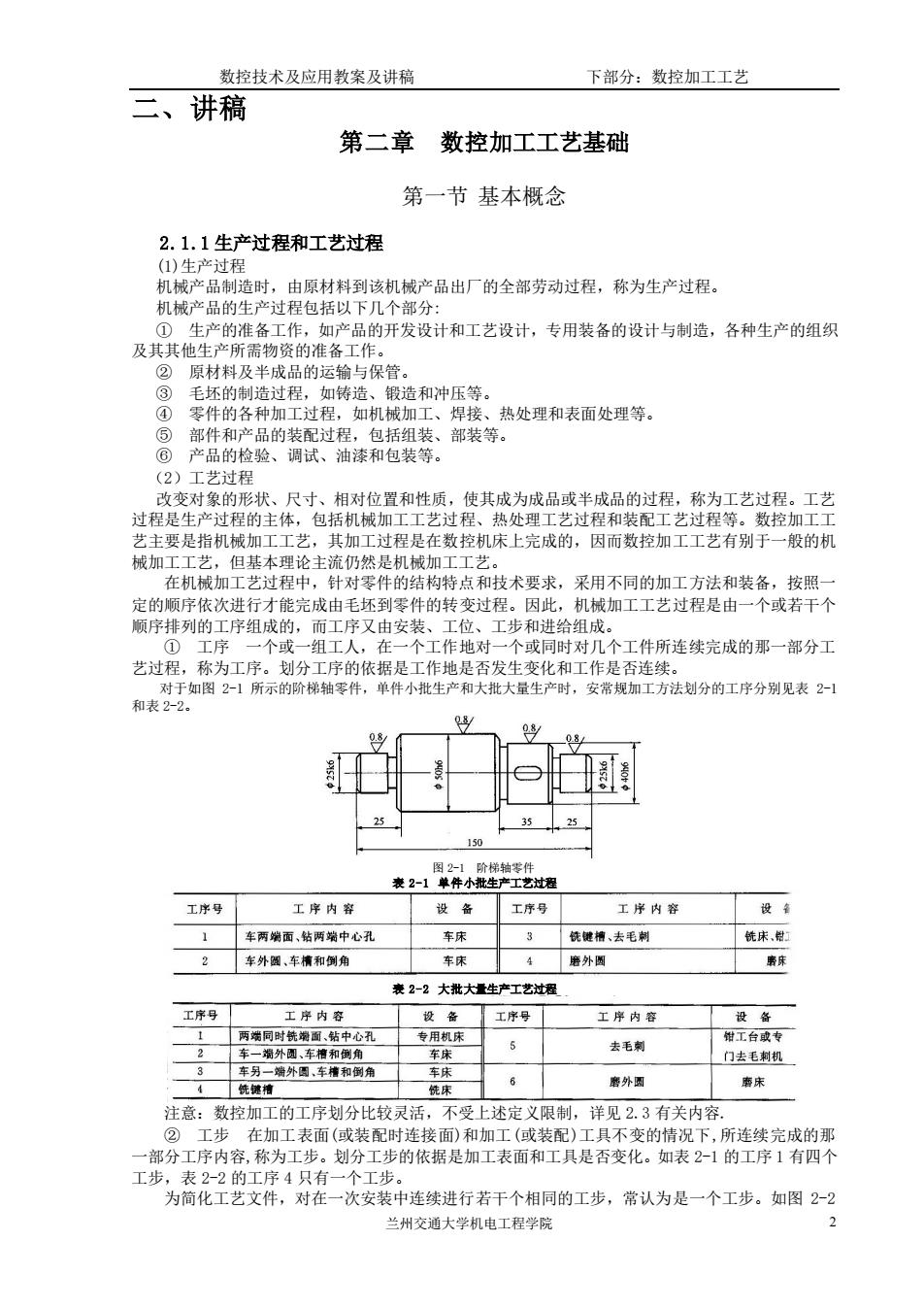
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第二章数控加工工艺基础 第一节基本概念 2.1.1生产过程和工艺过程 (1)生产过程 机械产品制造时,由原材料到该机械产品出厂的全部劳动过程,称为生产过程。 机械产品的生 过程包括以下几个部分: 及其他生的准品的开发设计和工艺设计,专用装各的设计与制造,各种生产的组织 华成品的 翰与 ④季件的各种加工过程,如机械加工、焊接、热处理和表面处理等 ⑤ 部件和产品的装配过程,包括组装、部装等。 ©产品的检验、调试、油漆和包装等。 (2)工艺过程 改变对象的形状、尺寸、相对位置和性质,使其成为成品或半成品的过程,称为工艺过程。工艺 过程是生产过程 的主体,包括机械加 乙过程、热处理工艺过程和装辄 工艺过程等。数控加工 艺主要是指机械 ,其加工过程是在数控机床上完成的,因而数控加工工艺有别于一般的机 械加工 机械加但本 依次进行才能完成由毛坏到 件的转变过程 艺过程是由 丁位 步知进给组成 个 面工序又由安家作地对个或时对儿个工件所连线光成的邦一部分工 个或一组工人, 艺过程,称为工序。划分工序的依据是工作地是否发生变化和工作是否连续。 对于如图2-1所示的阶梯轴零件,单件小批生产和大批大量生产时,安常规加工方法划分的工序分别见表2-1 和表2-2。 3525 150 工序号 工序内容 设备工序号 工序内容 设 室两面两中心 3铣健槽、去毛 车外,车情和倒 车床 磨外 表2-2大靴大量生产工艺过据 工序号 序内密 工序内容 5 去毛刺 门去毛刺机 外 磨床 注意:数控加工的工序划分比较灵活,不受上述定义限制,详见2.3有关内容. ②工步在加工表面(或装配时连接面)和加工(或装配)工具不变的情况下,所连续完成的那 一部分工序内容,称为工步。划分工步的依据是加工表面和工具是否变化。如表2-1的工序1有四个 工步,表2-2的工序4只有一个工步。 为简化工艺文件,对在一次安装中连续进行若干个相同的工步,常认为是一个工步。如图2-2 兰州交通大学机电工程学院 2数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第二章 数控加工工艺基础 第一节 基本概念 2.1.1 生产过程和工艺过程 (1)生产过程 机械产品制造时,由原材料到该机械产品出厂的全部劳动过程,称为生产过程。 机械产品的生产过程包括以下几个部分: ① 生产的准备工作,如产品的开发设计和工艺设计,专用装备的设计与制造,各种生产的组织 及其其他生产所需物资的准备工作。 ② 原材料及半成品的运输与保管。 ③ 毛坯的制造过程,如铸造、锻造和冲压等。 ④ 零件的各种加工过程,如机械加工、焊接、热处理和表面处理等。 ⑤ 部件和产品的装配过程,包括组装、部装等。 ⑥ 产品的检验、调试、油漆和包装等。 (2)工艺过程 改变对象的形状、尺寸、相对位置和性质,使其成为成品或半成品的过程,称为工艺过程。工艺 过程是生产过程的主体,包括机械加工工艺过程、热处理工艺过程和装配工艺过程等。数控加工工 艺主要是指机械加工工艺,其加工过程是在数控机床上完成的,因而数控加工工艺有别于一般的机 械加工工艺,但基本理论主流仍然是机械加工工艺。 在机械加工艺过程中,针对零件的结构特点和技术要求,采用不同的加工方法和装备,按照一 定的顺序依次进行才能完成由毛坯到零件的转变过程。因此,机械加工工艺过程是由一个或若干个 顺序排列的工序组成的,而工序又由安装、工位、工步和进给组成。 ① 工序 一个或一组工人,在一个工作地对一个或同时对几个工件所连续完成的那一部分工 艺过程,称为工序。划分工序的依据是工作地是否发生变化和工作是否连续。 对于如图 2-1 所示的阶梯轴零件,单件小批生产和大批大量生产时,安常规加工方法划分的工序分别见表 2-1 和表 2-2。 图 2-1 阶梯轴零件 表 2-1 单件小批生产工艺过程 表 2-2 大批大量生产工艺过程 注意:数控加工的工序划分比较灵活,不受上述定义限制,详见 2.3 有关内容. ② 工步 在加工表面(或装配时连接面)和加工(或装配)工具不变的情况下,所连续完成的那 一部分工序内容,称为工步。划分工步的依据是加工表面和工具是否变化。如表 2-1 的工序 1 有四个 工步,表 2-2 的工序 4 只有一个工步。 为简化工艺文件,对在一次安装中连续进行若干个相同的工步,常认为是一个工步。如图 2-2