正在加载图片...
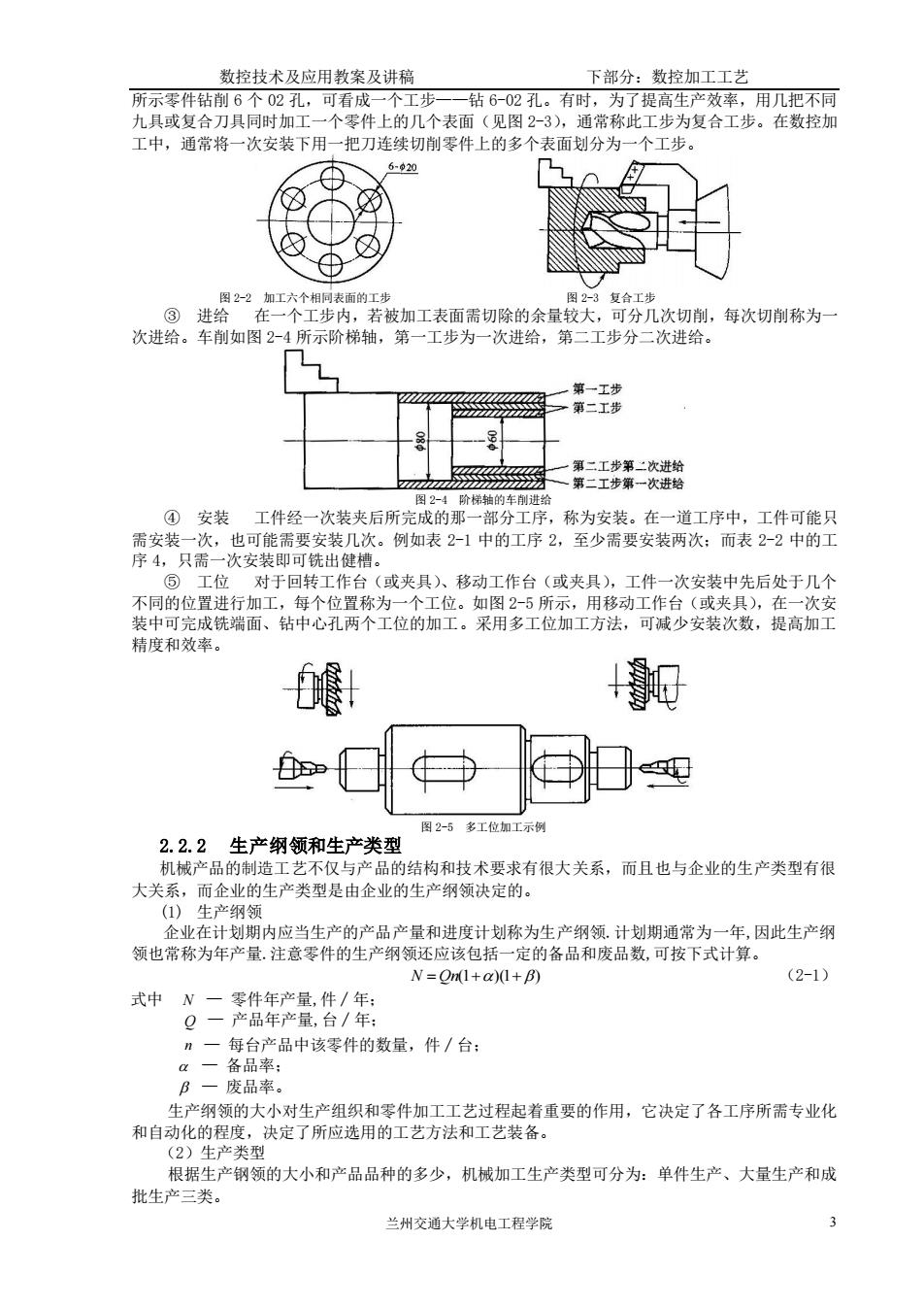
数控技术及应用教案及讲稿 下部分:数控加工工艺 所示零件钻削6个02孔,可看成一个工步一一钻6-02孔。有时,为了提高生产效率,用几把不同 九具或复合刀具同时加工一个零件上的几个表面(见图2-3),通常称此工步为复合工步。在数控加 工中,通常将一次安装下用一把刀连续切削零件上的多个表面划分为一个工步。 5-020 O进给“在个步若被加工表面需切除的余量天关,分次切制,每次切制称为 次进给。车削如图2-4所示阶梯轴,第一工步为一次进给,第二工步分二次进给。 工件经一次装夹后所完战的。 阶 部分 序,称为安装。在一道工序中,工件可能只 。例如表2-1中的工序2,至少需要安装两次:而表2-2中的 工位对于回转工作台(或夹具)、移动工作台(或夹具),工件一次安装中先后处于几个 不同的位置进行加工,每个位置称为一个工位。如图2-5所示,用移动工作台(或夹具),在一次安 装中可完成铣端面、钻中心孔两个工位的加工。采用多工位加工方法,可诚少安装次数,提高加工 精度和效率。 +0 牛日 图2-5名工位加工示 2.2.2生产纲领和生产类型 机械产品的制造工艺不仅与产品的结构和技术要求有很大关系,而且也与企业的生产类型有很 大关系,而企业的生产类型是由企业的生产纲领决定的。 )生产纲领 企业在计划期内应当生产的产品产量和进度计划称为生产纲领.计划期通常为一年,因此生产纲 领也常称为年产量.注意零件的生产纲领还应该包括一定的备品和废品数,可按下式计算。 N=O1+a0+) (2-1) 式中N一零件年产量,件/年: O一产品年产量,台/年: #一每台产品中该零件的数量,件/台: 废品率。 生产纲领的大小对生产组织和零件加工工艺过程起着重要的作用,它决定了各工序所需专业化 和自动化的程度,决定了所应选用的工艺方法和工艺装备。 (2 生产类型 根据生产钢领的大小和产品品种的多少,机械加工生产类型可分为:单件生产、大量生产和成 批生产三类。 兰州交通大学机电工程学院 3 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 所示零件钻削 6 个 02 孔,可看成一个工步——钻 6-02 孔。有时,为了提高生产效率,用几把不同 九具或复合刀具同时加工一个零件上的几个表面(见图 2-3),通常称此工步为复合工步。在数控加 工中,通常将一次安装下用一把刀连续切削零件上的多个表面划分为一个工步。 图 2-2 加工六个相同表面的工步 图 2-3 复合工步 ③ 进给 在一个工步内,若被加工表面需切除的余量较大,可分几次切削,每次切削称为一 次进给。车削如图 2-4 所示阶梯轴,第一工步为一次进给,第二工步分二次进给。 图 2-4 阶梯轴的车削进给 ④ 安装 工件经一次装夹后所完成的那一部分工序,称为安装。在一道工序中,工件可能只 需安装一次,也可能需要安装几次。例如表 2-1 中的工序 2,至少需要安装两次;而表 2-2 中的工 序 4,只需一次安装即可铣出健槽。 ⑤ 工位 对于回转工作台(或夹具)、移动工作台(或夹具),工件一次安装中先后处于几个 不同的位置进行加工,每个位置称为一个工位。如图 2-5 所示,用移动工作台(或夹具),在一次安 装中可完成铣端面、钻中心孔两个工位的加工。采用多工位加工方法,可减少安装次数,提高加工 精度和效率。 图 2-5 多工位加工示例 2.2.2 生产纲领和生产类型 机械产品的制造工艺不仅与产品的结构和技术要求有很大关系,而且也与企业的生产类型有很 大关系,而企业的生产类型是由企业的生产纲领决定的。 (1) 生产纲领 企业在计划期内应当生产的产品产量和进度计划称为生产纲领.计划期通常为一年,因此生产纲 领也常称为年产量.注意零件的生产纲领还应该包括一定的备品和废品数,可按下式计算。 N = Qn(1+)(1+ ) (2-1) 式中 N — 零件年产量,件∕年; Q — 产品年产量,台∕年; n — 每台产品中该零件的数量,件∕台; — 备品率; — 废品率。 生产纲领的大小对生产组织和零件加工工艺过程起着重要的作用,它决定了各工序所需专业化 和自动化的程度,决定了所应选用的工艺方法和工艺装备。 (2)生产类型 根据生产钢领的大小和产品品种的多少,机械加工生产类型可分为:单件生产、大量生产和成 批生产三类