正在加载图片...
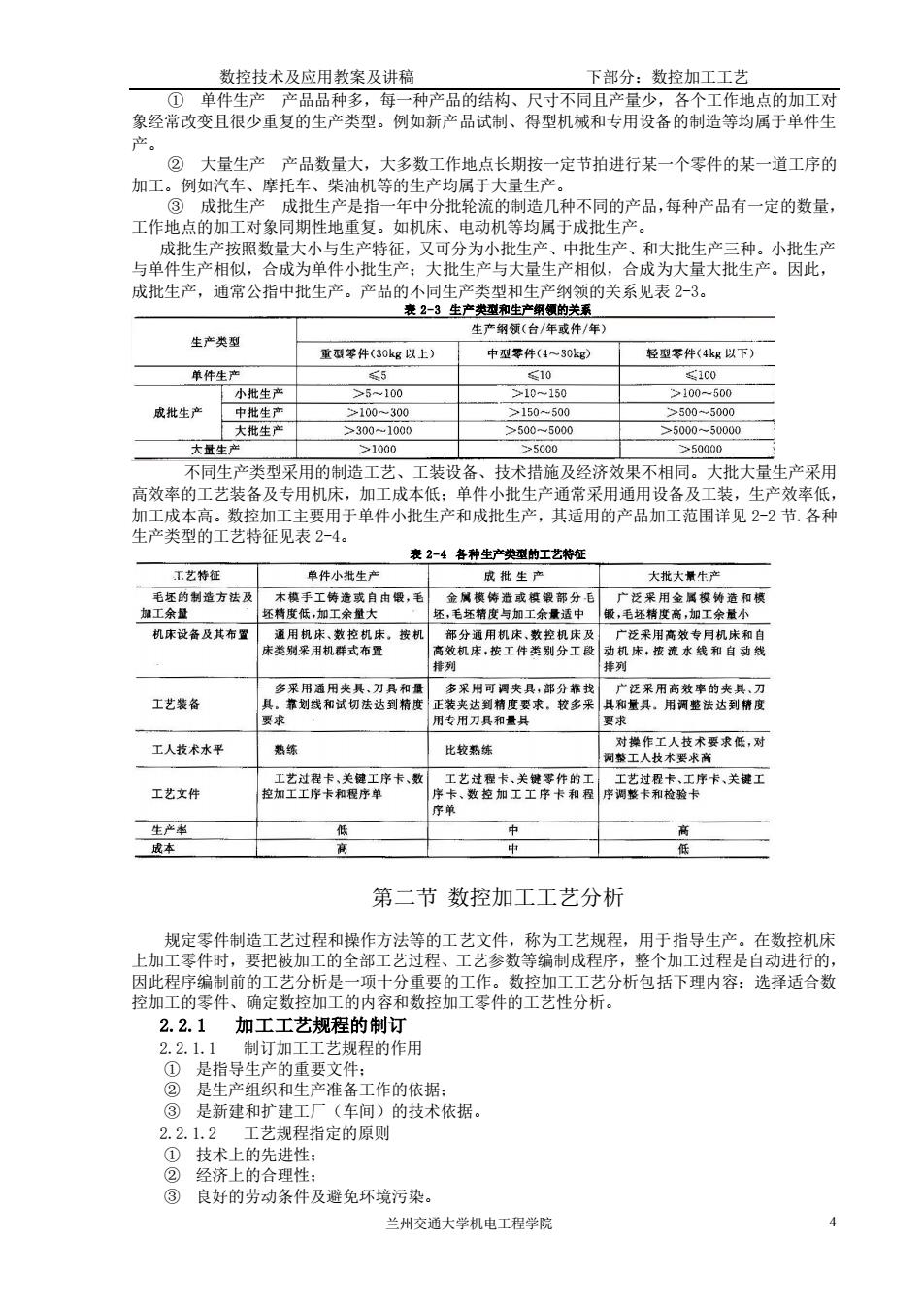
数控技术及应用教案及讲稿 下部分:数控加工工艺 ①单件生产 产品品种多,每一种产品的结构、尺寸不同且产量少,各个工作地点的加工对 象经常改变且很少重复的生产类型。例如新产品试制、得型机械和专用设备的制造等均属于单件生 z。 ② 大量生产 产品数量大, 大多数工作地点长期按一定节拍进行某一个零件的某一道工序的 加工。车摩托生类机牛分批九不同的产品,每转产品 一定的数量 工作地点的 工对象同期性地重 。如机床、电动机等均属 批 生产、和大批生产三种。小批生产 与单件生产相似,合成为单件小批生产,大批生产与大量生产相似,合成为大量大批生产。因此, 成批生产,通常公指中批生产。产品的不同生产类型和生产纲领的关系见表2-3。 表2-3生产类型和生产的: 生产(台/年成件 生产类型 重型等件(30kg以上) 中型零件(4一30kg) 轻型琴件(4球以下) 单件生了 小推生 0 戒批生产 申批生产 1003 >150-500 500-5000 大生大批生 ≥500500 >500 同生产类型采用的制造工艺 技术指施及经济效果不相同, 专用机床 大批大量生产采用 高效率的 工成本高。 小批生产和 产品加 用22节各利 表2-4各种生产类的工艺特整 工艺特征 单件小批生 成生 大批大量生 竹制造方法及 机康设备及其布置 工艺装阁 用专用刀具和量具 要求 工人术水平 工艺文件 数控加工 活卡关爱工 第二节数控加工工艺分析 上加提件制矩支过程和作方法等的工艺文件 称为工艺想程用于指导生 ,在数控机 因此程 制前的把 析 项十分重 数控加工工艺分析包括下理内容:速择适合 的性定新椅的内空和技的件 2.2.1 加工工艺规程的制 0211 加工工艺规程的 作用 ①是指导生产的重要文件。 ②是生产组织和生产准备工作的依据; ③是新建和扩建工厂(车间)的技术依据。 221.2 工艺规程指定的原则 ①技术上的先进性: 2经济上的合理性: ③良好的劳动条件及避免环境污染。 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 ① 单件生产 产品品种多,每一种产品的结构、尺寸不同且产量少,各个工作地点的加工对 象经常改变且很少重复的生产类型。例如新产品试制、得型机械和专用设备的制造等均属于单件生 产。 ② 大量生产 产品数量大,大多数工作地点长期按一定节拍进行某一个零件的某一道工序的 加工。例如汽车、摩托车、柴油机等的生产均属于大量生产。 ③ 成批生产 成批生产是指一年中分批轮流的制造几种不同的产品,每种产品有一定的数量, 工作地点的加工对象同期性地重复。如机床、电动机等均属于成批生产。 成批生产按照数量大小与生产特征,又可分为小批生产、中批生产、和大批生产三种。小批生产 与单件生产相似,合成为单件小批生产;大批生产与大量生产相似,合成为大量大批生产。因此, 成批生产,通常公指中批生产。产品的不同生产类型和生产纲领的关系见表 2-3。 表 2-3 生产类型和生产纲领的关系 不同生产类型采用的制造工艺、工装设备、技术措施及经济效果不相同。大批大量生产采用 高效率的工艺装备及专用机床,加工成本低;单件小批生产通常采用通用设备及工装,生产效率低, 加工成本高。数控加工主要用于单件小批生产和成批生产,其适用的产品加工范围详见 2-2 节.各种 生产类型的工艺特征见表 2-4。 表 2-4 各种生产类型的工艺特征 第二节 数控加工工艺分析 规定零件制造工艺过程和操作方法等的工艺文件,称为工艺规程,用于指导生产。在数控机床 上加工零件时,要把被加工的全部工艺过程、工艺参数等编制成程序,整个加工过程是自动进行的, 因此程序编制前的工艺分析是一项十分重要的工作。数控加工工艺分析包括下理内容:选择适合数 控加工的零件、确定数控加工的内容和数控加工零件的工艺性分析。 2.2.1 加工工艺规程的制订 2.2.1.1 制订加工工艺规程的作用 ① 是指导生产的重要文件; ② 是生产组织和生产准备工作的依据; ③ 是新建和扩建工厂(车间)的技术依据。 2.2.1.2 工艺规程指定的原则 ① 技术上的先进性; ② 经济上的合理性; ③ 良好的劳动条件及避免环境污染