正在加载图片...
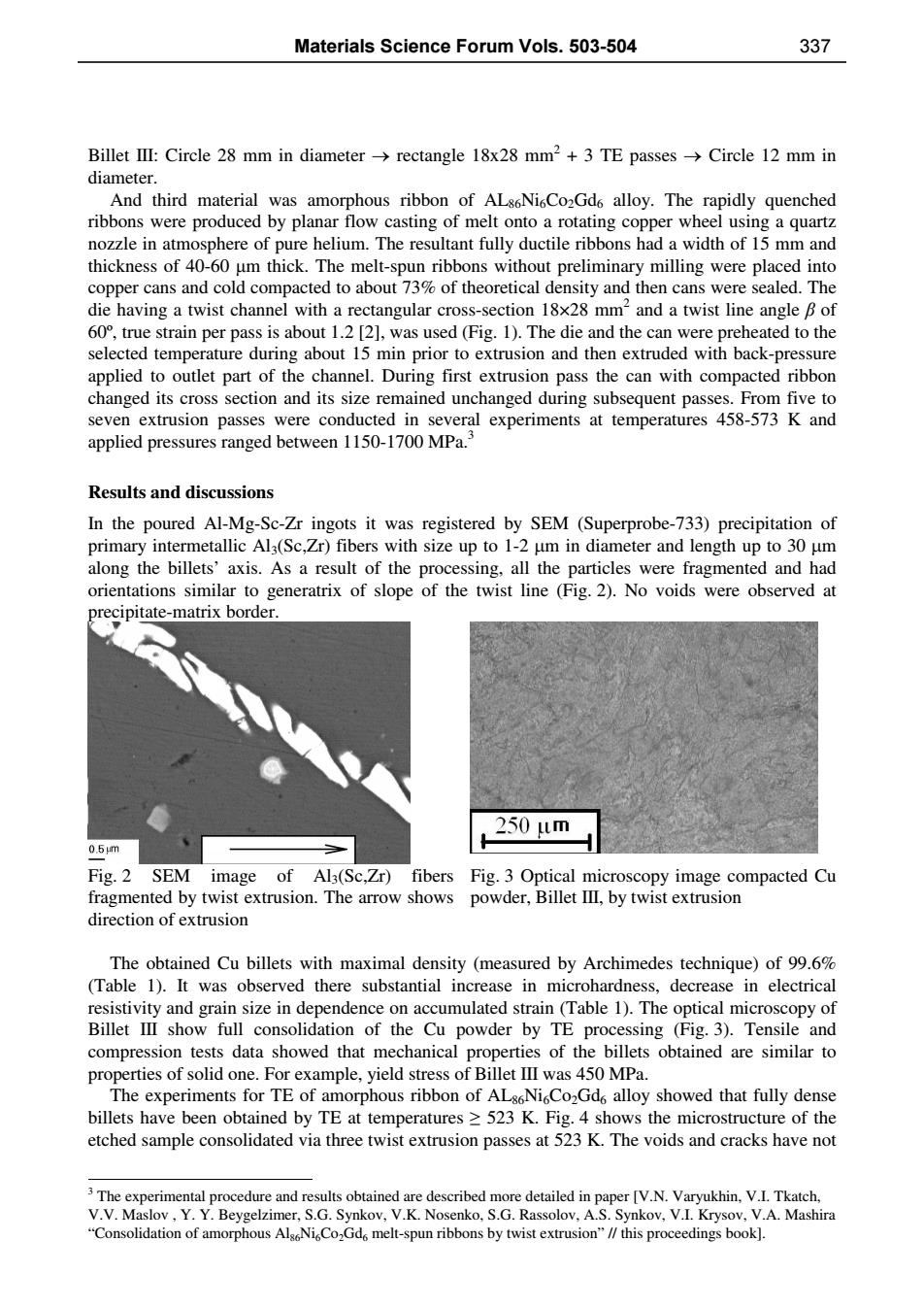
Materials Science Forum Vols.503-504 337 Billet III:Circle 28 mm in diameter->rectangle 18x28 mm2+3 TE passes->Circle 12 mm in diameter. And third material was amorphous ribbon of ALs6NiCo2Gd6 alloy.The rapidly quenched ribbons were produced by planar flow casting of melt onto a rotating copper wheel using a quartz nozzle in atmosphere of pure helium.The resultant fully ductile ribbons had a width of 15 mm and thickness of 40-60 um thick.The melt-spun ribbons without preliminary milling were placed into copper cans and cold compacted to about 73%of theoretical density and then cans were sealed.The die having a twist channel with a rectangular cross-section 18x28 mm2 and a twist line angle B of 60,true strain per pass is about 1.2 [2],was used(Fig.1).The die and the can were preheated to the selected temperature during about 15 min prior to extrusion and then extruded with back-pressure applied to outlet part of the channel.During first extrusion pass the can with compacted ribbon changed its cross section and its size remained unchanged during subsequent passes.From five to seven extrusion passes were conducted in several experiments at temperatures 458-573 K and applied pressures ranged between 1150-1700 MPa.3 Results and discussions In the poured Al-Mg-Sc-Zr ingots it was registered by SEM(Superprobe-733)precipitation of primary intermetallic Al3(Sc,Zr)fibers with size up to 1-2 um in diameter and length up to 30 um along the billets'axis.As a result of the processing,all the particles were fragmented and had orientations similar to generatrix of slope of the twist line (Fig.2).No voids were observed at precipitate-matrix border. 250Lm 0.5m Fig.2 SEM image of Al3(Sc,Zr)fibers Fig.3 Optical microscopy image compacted Cu fragmented by twist extrusion.The arrow shows powder,Billet III,by twist extrusion direction of extrusion The obtained Cu billets with maximal density (measured by Archimedes technique)of 99.6% (Table 1).It was observed there substantial increase in microhardness,decrease in electrical resistivity and grain size in dependence on accumulated strain (Table 1).The optical microscopy of Billet III show full consolidation of the Cu powder by TE processing (Fig.3).Tensile and compression tests data showed that mechanical properties of the billets obtained are similar to properties of solid one.For example,yield stress of Billet III was 450 MPa. The experiments for TE of amorphous ribbon of ALs6NisCo2Gd6 alloy showed that fully dense billets have been obtained by TE at temperatures >523 K.Fig.4 shows the microstructure of the etched sample consolidated via three twist extrusion passes at 523 K.The voids and cracks have not 3 The experimental procedure and results obtained are described more detailed in paper [V.N.Varyukhin,V.I.Tkatch, V.V.Maslov,Y.Y.Beygelzimer,S.G.Synkov,V.K.Nosenko,S.G.Rassolov,A.S.Synkov,V.I.Krysov,V.A.Mashira "Consolidation of amorphous AlsoNiCo Gd melt-spun ribbons by twist extrusion"//this proceedings book].Billet III: Circle 28 mm in diameter → rectangle 18x28 mm2 + 3 TE passes → Circle 12 mm in diameter. And third material was amorphous ribbon of AL86Ni6Co2Gd6 alloy. The rapidly quenched ribbons were produced by planar flow casting of melt onto a rotating copper wheel using a quartz nozzle in atmosphere of pure helium. The resultant fully ductile ribbons had a width of 15 mm and thickness of 40-60 µm thick. The melt-spun ribbons without preliminary milling were placed into copper cans and cold compacted to about 73% of theoretical density and then cans were sealed. The die having a twist channel with a rectangular cross-section 18×28 mm2 and a twist line angle β of 60º, true strain per pass is about 1.2 [2], was used (Fig. 1). The die and the can were preheated to the selected temperature during about 15 min prior to extrusion and then extruded with back-pressure applied to outlet part of the channel. During first extrusion pass the can with compacted ribbon changed its cross section and its size remained unchanged during subsequent passes. From five to seven extrusion passes were conducted in several experiments at temperatures 458-573 K and applied pressures ranged between 1150-1700 MPa.3 Results and discussions In the poured Al-Mg-Sc-Zr ingots it was registered by SEM (Superprobe-733) precipitation of primary intermetallic Al3(Sc,Zr) fibers with size up to 1-2 µm in diameter and length up to 30 µm along the billets’ axis. As a result of the processing, all the particles were fragmented and had orientations similar to generatrix of slope of the twist line (Fig. 2). No voids were observed at precipitate-matrix border. Fig. 2 SEM image of Al3(Sc,Zr) fibers fragmented by twist extrusion. The arrow shows direction of extrusion Fig. 3 Optical microscopy image compacted Cu powder, Billet III, by twist extrusion The obtained Cu billets with maximal density (measured by Archimedes technique) of 99.6% (Table 1). It was observed there substantial increase in microhardness, decrease in electrical resistivity and grain size in dependence on accumulated strain (Table 1). The optical microscopy of Billet III show full consolidation of the Cu powder by TE processing (Fig. 3). Tensile and compression tests data showed that mechanical properties of the billets obtained are similar to properties of solid one. For example, yield stress of Billet III was 450 MPa. The experiments for TE of amorphous ribbon of AL86Ni6Co2Gd6 alloy showed that fully dense billets have been obtained by TE at temperatures ≥ 523 K. Fig. 4 shows the microstructure of the etched sample consolidated via three twist extrusion passes at 523 K. The voids and cracks have not 3 The experimental procedure and results obtained are described more detailed in paper [V.N. Varyukhin, V.I. Tkatch, V.V. Maslov , Y. Y. Beygelzimer, S.G. Synkov, V.K. Nosenko, S.G. Rassolov, A.S. Synkov, V.I. Krysov, V.A. Mashira “Consolidation of amorphous Al86Ni6Co2Gd6 melt-spun ribbons by twist extrusion” // this proceedings book]. Materials Science Forum Vols. 503-504 337