正在加载图片...
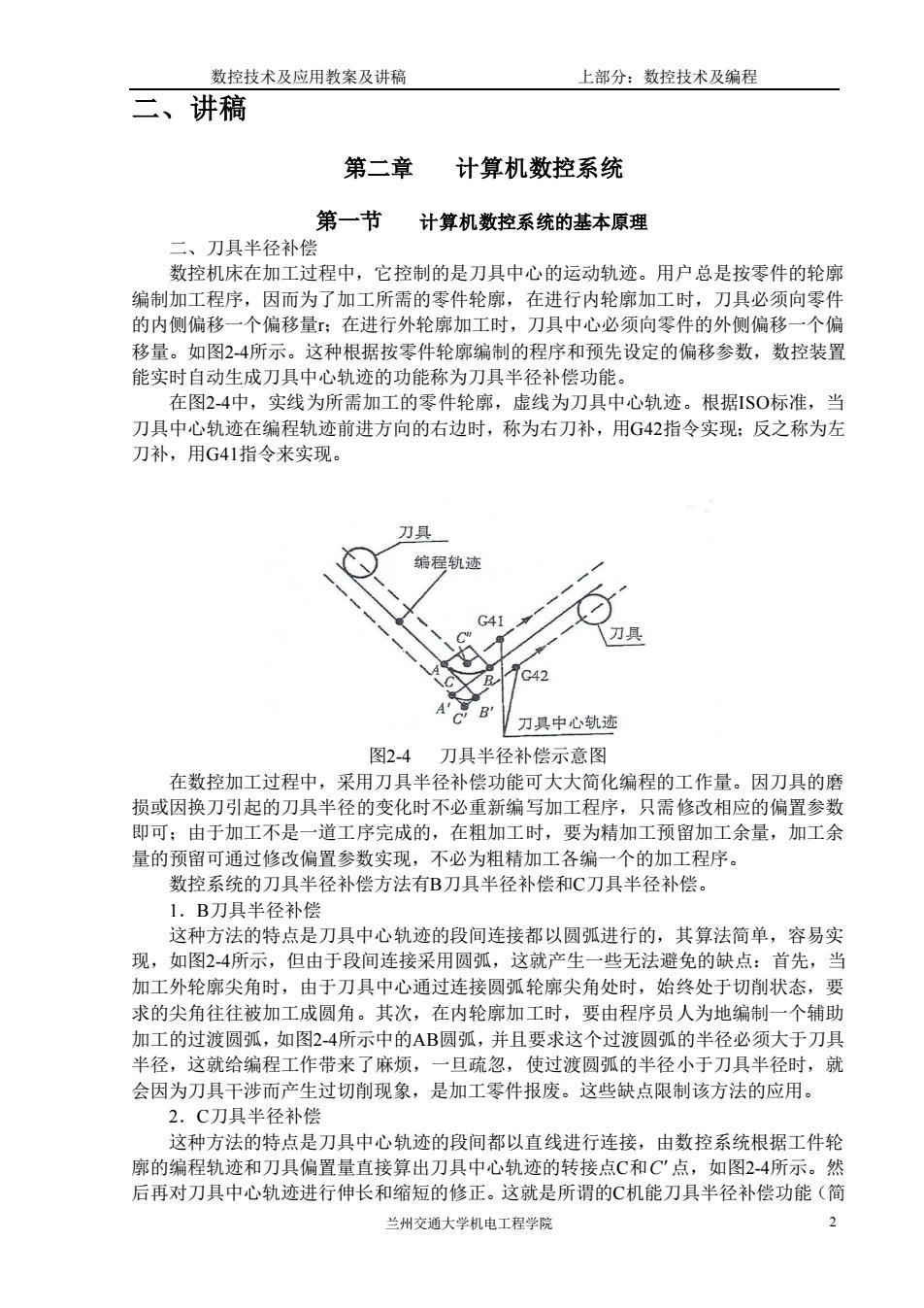
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、讲稿 第二章 计算机数控系统 第一节计算机数控系统的基本原理 一、刀且半径补偿 数控机床在加工过程中,它控制的是刀具中心的运动轨迹。用户总是按零件的轮 编制加工程序,因而为了加工所需的零件轮廓,在进行内轮廓加工时,刀具必须向零件 的内侧偏移一个偏移量:在进行外轮廓加工时,刀具中心必须向零件的外侧偏移一个偏 移量。如图2-4所示。这种根据按零件轮廓编制的程序和预先设定的偏移参数,数控装置 能实时自动生成刀具中心轨迹的功能称为刀具半径补偿功能。 在图24中,实线为所需加工的零件轮廓,虚线为刀具中心轨迹。根据1SO标准,当 刀具中心轨迹在编程轨迹前进方向的右边时,称为右刀补,用G42指令实现:反之称为左 刀补,用G41指令来实现。 刀具 架程轨迹 G41 刀具 G42 V刀只中心轨迹 图2-4刀具半径补偿示意图 在数控加工过程中,采用刀具半径补偿功能可大大简化编程的工作量。因刀具的磨 损或因换刀引起的刀具半径的变化时不必重新编写加工程序,只需修改相应的偏置参数 即可:由于加工不是一道工序完成的,在粗加工时,要为精加工预留加工余量,加工余 量的预留可通过修改偏置参数实现,不必为粗精加工各编一个的加工程序。 数控系统的刀具半径补偿方法有B刀具半径补偿和C刀具半径补偿。 1.B刀具半径补偿 这种方法的特点是刀具中心轨迹的段间连接都以圆弧进行的,其算法简单,容易实 现,如图24所示,但由于段间连接采用圆弧,这就产生一些无法避免的缺点:首先,当 加工外轮廓尖角时,由于刀具中心通过连接圆弧轮廓尖角处时,始终处于切削状态,要 求的尖角往往被加工成圆角。其次,在内轮廓加工时,要由程序员人为地编制一个辅助 加工的过渡圆弧,如图2-4所示中的AB圆弧,并且要求这个过渡圆弧的半径必须大于刀具 半径,这就给编程工作带来了麻烦,一旦疏忽,使过渡圆弧的半径小于刀具半径时,就 会因为刀具干涉而产生过切削现象,是加工零件报废。这些缺点限制该方法的应用。 2.C刀具半径补偿 这种方法的特点是刀具中心轨迹的段间都以直线进行连接,由数控系统根据工件轮 廓的编程轨迹和刀具偏置量直接算出刀具中心轨迹的转接点C和C'点,如图2-4所示。然 后再对刀具中心轨迹进行伸长和缩短的修正。这就是所谓的C机能刀具半径补偿功能(简 兰州交通大学机电工程学院 2数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 2 二、讲稿 第二章 计算机数控系统 第一节 计算机数控系统的基本原理 二、刀具半径补偿 数控机床在加工过程中,它控制的是刀具中心的运动轨迹。用户总是按零件的轮廓 编制加工程序,因而为了加工所需的零件轮廓,在进行内轮廓加工时,刀具必须向零件 的内侧偏移一个偏移量r;在进行外轮廓加工时,刀具中心必须向零件的外侧偏移一个偏 移量。如图2-4所示。这种根据按零件轮廓编制的程序和预先设定的偏移参数,数控装置 能实时自动生成刀具中心轨迹的功能称为刀具半径补偿功能。 在图2-4中,实线为所需加工的零件轮廓,虚线为刀具中心轨迹。根据ISO标准,当 刀具中心轨迹在编程轨迹前进方向的右边时,称为右刀补,用G42指令实现;反之称为左 刀补,用G41指令来实现。 图2-4 刀具半径补偿示意图 在数控加工过程中,采用刀具半径补偿功能可大大简化编程的工作量。因刀具的磨 损或因换刀引起的刀具半径的变化时不必重新编写加工程序,只需修改相应的偏置参数 即可;由于加工不是一道工序完成的,在粗加工时,要为精加工预留加工余量,加工余 量的预留可通过修改偏置参数实现,不必为粗精加工各编一个的加工程序。 数控系统的刀具半径补偿方法有B刀具半径补偿和C刀具半径补偿。 1.B刀具半径补偿 这种方法的特点是刀具中心轨迹的段间连接都以圆弧进行的,其算法简单,容易实 现,如图2-4所示,但由于段间连接采用圆弧,这就产生一些无法避免的缺点:首先,当 加工外轮廓尖角时,由于刀具中心通过连接圆弧轮廓尖角处时,始终处于切削状态,要 求的尖角往往被加工成圆角。其次,在内轮廓加工时,要由程序员人为地编制一个辅助 加工的过渡圆弧,如图2-4所示中的AB圆弧,并且要求这个过渡圆弧的半径必须大于刀具 半径,这就给编程工作带来了麻烦,一旦疏忽,使过渡圆弧的半径小于刀具半径时,就 会因为刀具干涉而产生过切削现象,是加工零件报废。这些缺点限制该方法的应用。 2.C刀具半径补偿 这种方法的特点是刀具中心轨迹的段间都以直线进行连接,由数控系统根据工件轮 廓的编程轨迹和刀具偏置量直接算出刀具中心轨迹的转接点C和 C 点,如图2-4所示。然 后再对刀具中心轨迹进行伸长和缩短的修正。这就是所谓的C机能刀具半径补偿功能(简