正在加载图片...
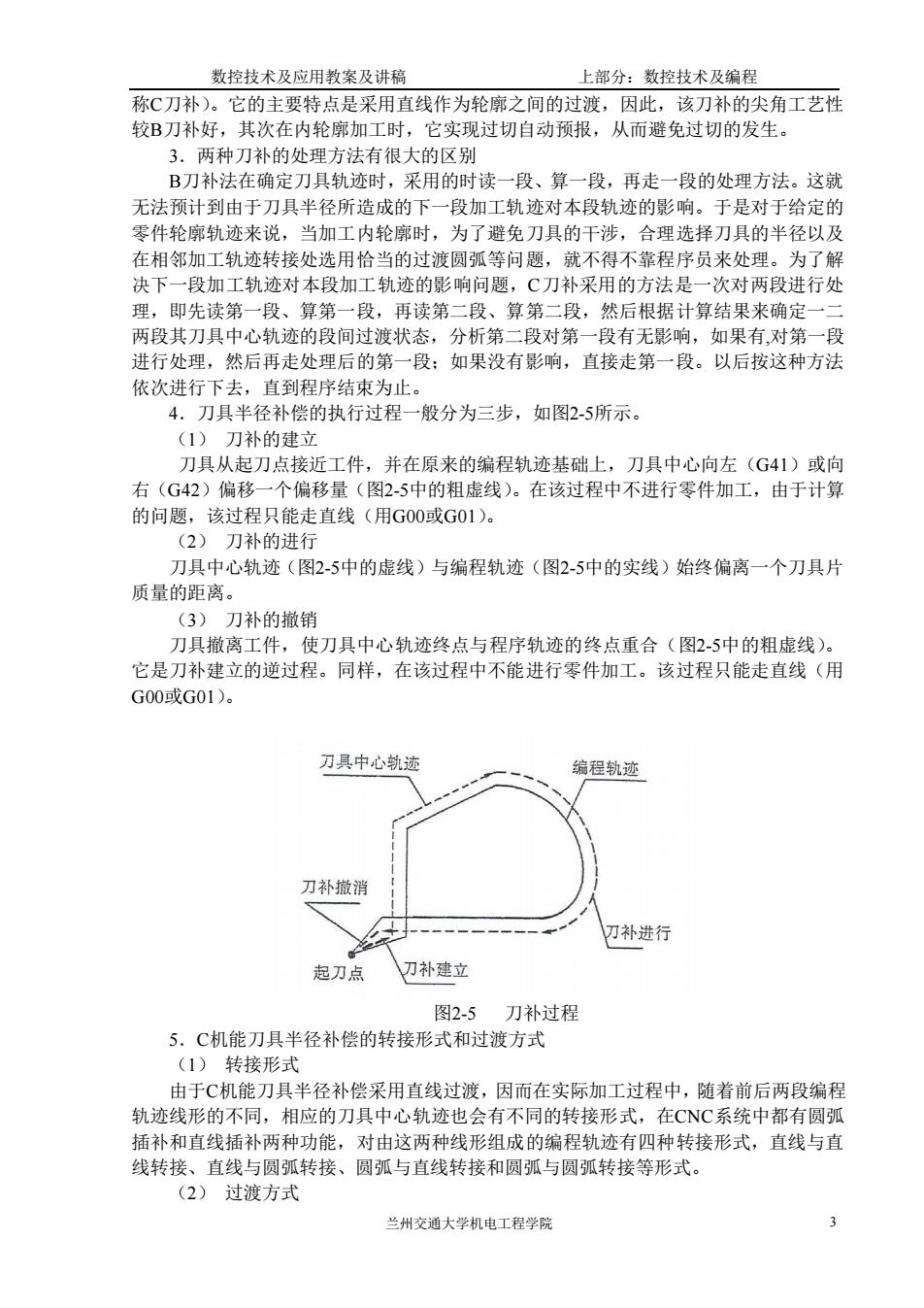
数控技术及应用教案及讲稿 上部分:数控技术及编程 称C刀补)。它的主要特点是采用直线作为轮廓之间的过渡,因此,该刀补的尖角工艺性 较B刀补好,其次在内轮廓加工时, 它实现过切自动预报,从而避免过切的发生 3.两种刀补的处理方法有很大的区别 B刀补法在确定刀具轨迹时,采用的时读一段、算一段,再走一段的处理方法。这就 无法预计到由于刀具半径所造成的下一段加工轨迹对本段轨迹的影响。 于是对于给定的 零件轮廓轨迹来说,当加工内轮廓时,为了避免刀具的干涉,合理选择刀具的半径以及 在相邻加工轨迹转接处选用恰当的过渡圆弧等问题,就不得不靠程序员来处理。为了解 决下 段加工轨迹对本段加工轨迹的影响问题, C刀补采用的方法是一次对两段进行处 理,即先读第一段、算第一段,再读第二段、算第二段,然后根据计算结果来确定一 两段其刀具中心轨迹的段间过渡状态,分析第二段对第一段有无影响,如果有,对第一段 进行处理,然后再走处理后的第一段:如果没有影响,直接走第一段。以后按这种方法 依次进行下去,直到程序结束为止。 4.刀具半径补偿的执行过程一般分为三步,如图2-5所示。 刀补的建立 刀具从起刀点接近工件,并在原来的编程轨迹基础上,刀具中心向左(G41)或向 右(G42)偏移一个偏移量(图2-5中的粗虚线)。在该过程中不进行零件加工,由于计算 的问题,该过程只能走直线(用G00或G01)。 (2) 刀补的进行 刀具中心轨迹(图2-5中的虚线)与编程轨迹(图2-5中的实线)始终偏离一个刀具片 质量的距离。 (3)刀补的撤销 刀具撤离工件,使刀具中心轨迹终点与程序轨迹的终点重合(图25中的粗虚线)。 它是刀补建立的逆过程。同样,在该过程中不能进行零件加工。该过程只能走直线(用 G00或G01). 刀具中心轨迹 编程轨迹 刀补撤消 + 刀补进行 起刀点 刀补速立 图2-5刀补过程 5.C机能刀具半径补偿的转接形式和过渡方式 (1)转接形式 由于C机能刀具半径补偿采用直线过渡,因而在实际加工过程中,随着前后两段编程 轨迹线形的不同,相应的刀具中心轨迹也会有不同的转接形式,在CNC系统中都有圆弧 插补和直线插补两种功能,对由这两种线形组成的编程轨迹有四种转接形式,直线与直 线转接、直线与圆弧转接、圆弧与直线转接和圆弧与圆弧转接等形式。 (2)过渡方式 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 3 称C刀补)。它的主要特点是采用直线作为轮廓之间的过渡,因此,该刀补的尖角工艺性 较B刀补好,其次在内轮廓加工时,它实现过切自动预报,从而避免过切的发生。 3.两种刀补的处理方法有很大的区别 B刀补法在确定刀具轨迹时,采用的时读一段、算一段,再走一段的处理方法。这就 无法预计到由于刀具半径所造成的下一段加工轨迹对本段轨迹的影响。于是对于给定的 零件轮廓轨迹来说,当加工内轮廓时,为了避免刀具的干涉,合理选择刀具的半径以及 在相邻加工轨迹转接处选用恰当的过渡圆弧等问题,就不得不靠程序员来处理。为了解 决下一段加工轨迹对本段加工轨迹的影响问题,C刀补采用的方法是一次对两段进行处 理,即先读第一段、算第一段,再读第二段、算第二段,然后根据计算结果来确定一二 两段其刀具中心轨迹的段间过渡状态,分析第二段对第一段有无影响,如果有,对第一段 进行处理,然后再走处理后的第一段;如果没有影响,直接走第一段。以后按这种方法 依次进行下去,直到程序结束为止。 4.刀具半径补偿的执行过程一般分为三步,如图2-5所示。 (1) 刀补的建立 刀具从起刀点接近工件,并在原来的编程轨迹基础上,刀具中心向左(G41)或向 右(G42)偏移一个偏移量(图2-5中的粗虚线)。在该过程中不进行零件加工,由于计算 的问题,该过程只能走直线(用G00或G01)。 (2) 刀补的进行 刀具中心轨迹(图2-5中的虚线)与编程轨迹(图2-5中的实线)始终偏离一个刀具片 质量的距离。 (3) 刀补的撤销 刀具撤离工件,使刀具中心轨迹终点与程序轨迹的终点重合(图2-5中的粗虚线)。 它是刀补建立的逆过程。同样,在该过程中不能进行零件加工。该过程只能走直线(用 G00或G01)。 图2-5 刀补过程 5.C机能刀具半径补偿的转接形式和过渡方式 (1) 转接形式 由于C机能刀具半径补偿采用直线过渡,因而在实际加工过程中,随着前后两段编程 轨迹线形的不同,相应的刀具中心轨迹也会有不同的转接形式,在CNC系统中都有圆弧 插补和直线插补两种功能,对由这两种线形组成的编程轨迹有四种转接形式,直线与直 线转接、直线与圆弧转接、圆弧与直线转接和圆弧与圆弧转接等形式。 (2) 过渡方式