正在加载图片...
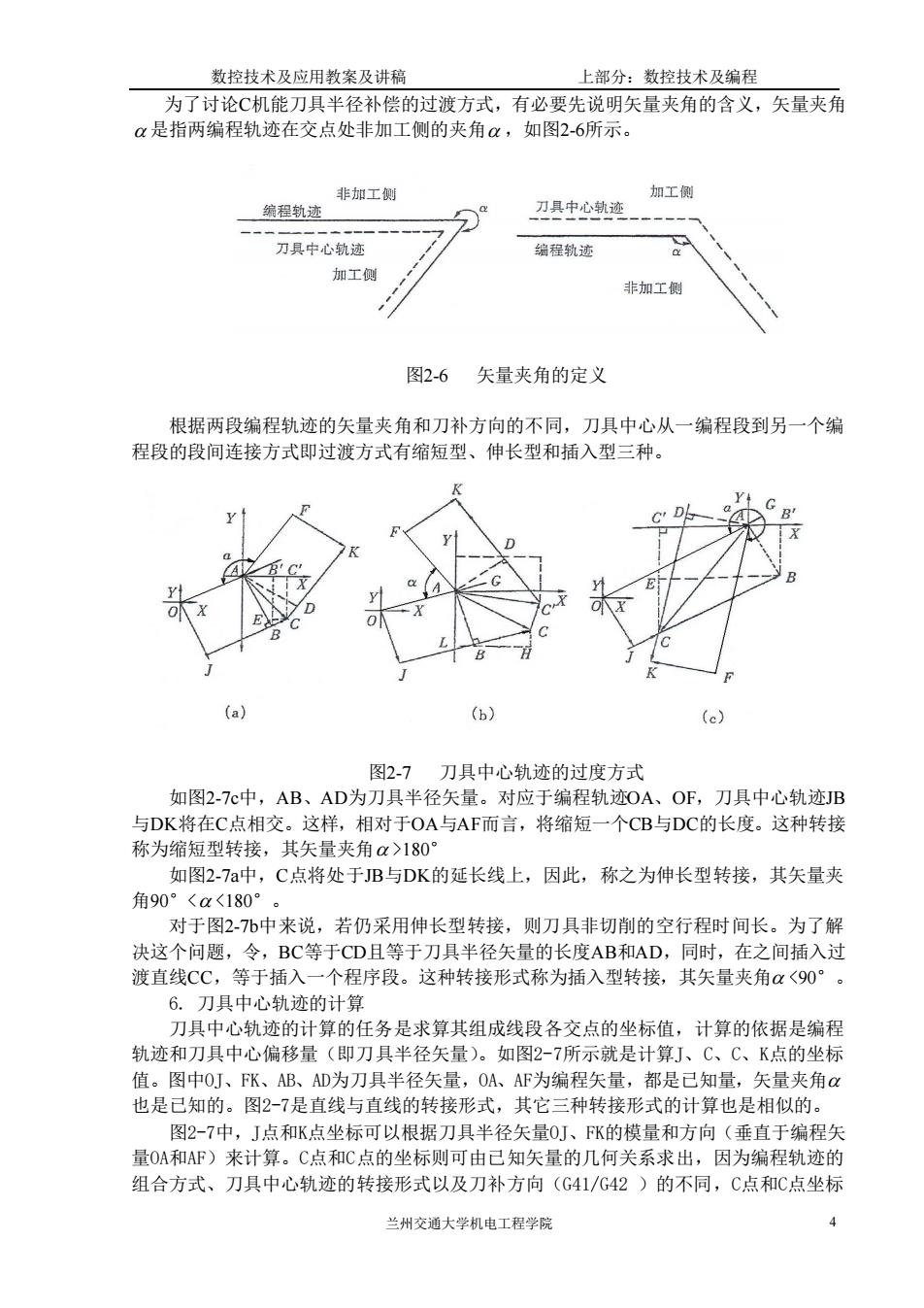
数控技术及应用数案及讲癌 上部分:数控技术及编程 为了讨论C机能刀具半径补偿的过渡方式,有必要先说明矢量夹角的含义,矢量夹角 α是指两编程轨迹在交点处非加工侧的夹角α,如图2-6所示。 非加工 加工侧 编程轨迹 刀具中心轨迹 刀具中心轨迹 编程轨 加工侧 非加工侧 图2-6矢量夹角的定义 根据两段编程轨迹的矢量夹角和刀补方向的不同,刀具中心从一编程段到另一个编 程段的段间连接方式即过渡方式有缩短型、伸长型和插入型三种。 (a】 e) 图2-7 刀具中心轨迹的过度方式 如图2-7c中,AB、AD为刀具半径矢量。对应于编程轨迹OA、OF,刀具中心轨迹B 与DK将在C点相交。这样,相对于OA与AF而言,将缩短一个CB与DC的长度。这种转接 称为缩短型转接,其矢量夹角α>180° 如图2-7a中,C点将处于B与DK的延长线上,因此,称之为伸长型转接,其矢量夹 角90°<a<180° 对于图2b中来说,若仍采用伸长型转接,则刀具非切削的空行程时间长。为了解 决这个问题,令,BC等于CD且等于刀具半径矢量的长度AB和AD,同时,在之间插入过 渡直线CC,等于插入一个程序段。这种转接形式称为插入型转接,其矢量夹角α<90°。 6.刀具中心轨迹的计算 刀具中心轨迹的计算的任务是求算其组成线段各交点的坐标值,计算的依据是编程 轨迹和刀具中心偏移量(即刀具半径矢量)。如图2-7所示就是计算J、C、C、K点的坐标 值。图中OJ、FK、AB、AD为刀具半径矢量,OA、AF为编程矢量,都是已知量,矢量夹角a 也是已知的。图2-7是直线与直线的转接形式,其它三种转接形式的计算也是相似的 图2-7中,J点和K点坐标可以根据刀具半径矢量0J、FK的模量和方向(垂直于编程矢 量OA和AF)来计算。C点和C点的坐标则可由己知矢量的几何关系求出,因为编程轨迹的 组合方式、刀具中心轨迹的转接形式以及刀补方向(G41/G42)的不同,C点和C点坐标 兰州交通大学机电工程学院数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 4 为了讨论C机能刀具半径补偿的过渡方式,有必要先说明矢量夹角的含义,矢量夹角 是指两编程轨迹在交点处非加工侧的夹角 ,如图2-6所示。 图2-6 矢量夹角的定义 根据两段编程轨迹的矢量夹角和刀补方向的不同,刀具中心从一编程段到另一个编 程段的段间连接方式即过渡方式有缩短型、伸长型和插入型三种。 图2-7 刀具中心轨迹的过度方式 如图2-7c中,AB、AD为刀具半径矢量。对应于编程轨迹OA、OF,刀具中心轨迹JB 与DK将在C点相交。这样,相对于OA与AF而言,将缩短一个CB与DC的长度。这种转接 称为缩短型转接,其矢量夹角 >180° 如图2-7a中,C点将处于JB与DK的延长线上,因此,称之为伸长型转接,其矢量夹 角90°< <180°。 对于图2-7b中来说,若仍采用伸长型转接,则刀具非切削的空行程时间长。为了解 决这个问题,令,BC等于CD且等于刀具半径矢量的长度AB和AD,同时,在之间插入过 渡直线CC,等于插入一个程序段。这种转接形式称为插入型转接,其矢量夹角 <90°。 6. 刀具中心轨迹的计算 刀具中心轨迹的计算的任务是求算其组成线段各交点的坐标值,计算的依据是编程 轨迹和刀具中心偏移量(即刀具半径矢量)。如图2-7所示就是计算J、C、C、K点的坐标 值。图中OJ、FK、AB、AD为刀具半径矢量,OA、AF为编程矢量,都是已知量,矢量夹角 也是已知的。图2-7是直线与直线的转接形式,其它三种转接形式的计算也是相似的。 图2-7中,J点和K点坐标可以根据刀具半径矢量OJ、FK的模量和方向(垂直于编程矢 量OA和AF)来计算。C点和C点的坐标则可由已知矢量的几何关系求出,因为编程轨迹的 组合方式、刀具中心轨迹的转接形式以及刀补方向(G41/G42 )的不同,C点和C点坐标