正在加载图片...
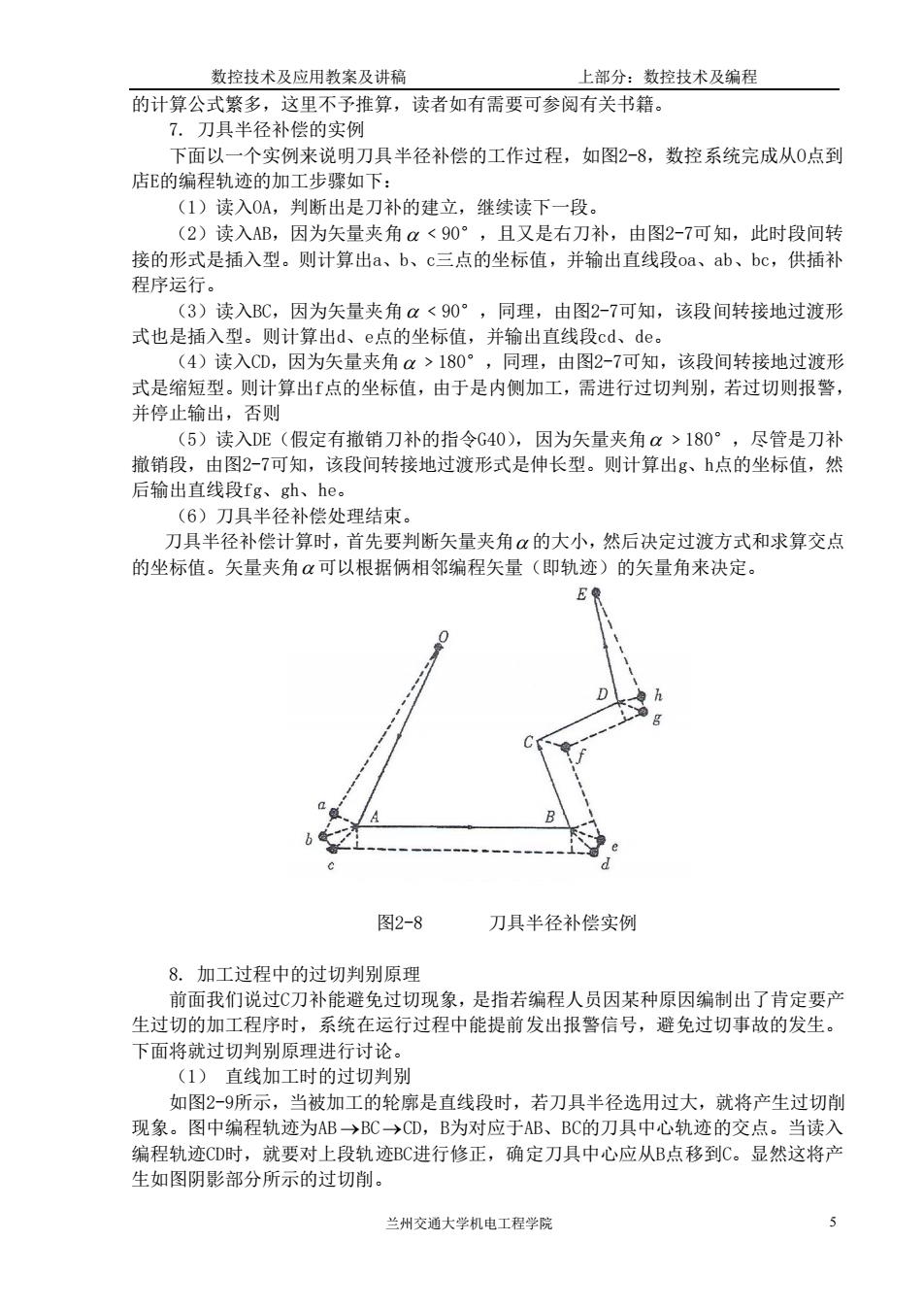
数控技术及应用教案及讲稿 上部分:数控技术及编程 的计算公式繁多,这里不予推算,读者如有需要可参阅有关书籍。 7.刀具半径补偿的实例 下面以一个实例来说明刀具半径补偿的工作过程,如图2-8,数控系统完成从0点到 店E的编程轨迹的加工步骤如下: (1)读入0A,判断出是刀补的建立,继续读下一段。 (2)读入AB,因为矢量夹角:<90°,且又是右刀补,由图2-7可知,此时段间转 接的形式是插入型。则计算出a、b、c三点的坐标值,并输出直线段oa、ab、bc,供插补 程序运行 (3)读入BC,因为矢量夹角α<90°,同理,由图2-7可知,该段间转接地过渡形 式也是插入型。则计算出d、e点的坐标值,并输出直线段cd、de。 (4)读入CD,因为矢量夹角>180°,同理,由图2-7可知 该段间转接地过渡形 式是缩短型。则计算出点的坐标值,由于是内侧加工,需进行过切判别,若过切则报警, 并停止输出,否则 (5)读入DE(假定有撤销刀补的指令G40),因为矢量夹角a>180°,尽管是刀补 撤销段,由图2-7可知,该段间转接地过渡形式是伸长型。则计算出g、h点的坐标值,然 后输出直线段fg、gh、he。 (6)刀且半径补偿外理结市 刀具半径补偿计算时,首先要判断矢量夹角α的大小,然后决定过渡方式和求算交点 的坐标值。矢量夹角α可以根据俩相邻编程矢量(即轨迹)的矢量角米决定。 图2-8 刀具半径补偿实例 8.加工过程中的过切判别原理 前面我们说过C刀补能避免过切现象,是指若编程人员因某种原因编制出了肯定要产 生过切的加工程序时,系统在运行过程中能提前发出报警信号,避免过切事故的发生。 下面将就过切判别原理进行讨论, (1)直线加工时的过切判别 如图2-9所示,当被加工的轮廓是直线段时,若刀具半径选用过大,就将产生过切削 现象。图中编程轨迹为AB→BC→CD,B为对应于AB、BC的刀具中心轨迹的交点。当读入 编程轨迹CD时,就要对上段轨迹BC进行修正,确定刀具中心应从B点移到C。显然这将产 生如图阴影部分所示的过切削。 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 5 的计算公式繁多,这里不予推算,读者如有需要可参阅有关书籍。 7. 刀具半径补偿的实例 下面以一个实例来说明刀具半径补偿的工作过程,如图2-8,数控系统完成从O点到 店E的编程轨迹的加工步骤如下: (1)读入OA,判断出是刀补的建立,继续读下一段。 (2)读入AB,因为矢量夹角 ﹤90°,且又是右刀补,由图2-7可知,此时段间转 接的形式是插入型。则计算出a、b、c三点的坐标值,并输出直线段oa、ab、bc,供插补 程序运行。 (3)读入BC,因为矢量夹角 ﹤90°,同理,由图2-7可知,该段间转接地过渡形 式也是插入型。则计算出d、e点的坐标值,并输出直线段cd、de。 (4)读入CD,因为矢量夹角 ﹥180°,同理,由图2-7可知,该段间转接地过渡形 式是缩短型。则计算出f点的坐标值,由于是内侧加工,需进行过切判别,若过切则报警, 并停止输出,否则 (5)读入DE(假定有撤销刀补的指令G40),因为矢量夹角 ﹥180°,尽管是刀补 撤销段,由图2-7可知,该段间转接地过渡形式是伸长型。则计算出g、h点的坐标值,然 后输出直线段fg、gh、he。 (6)刀具半径补偿处理结束。 刀具半径补偿计算时,首先要判断矢量夹角 的大小,然后决定过渡方式和求算交点 的坐标值。矢量夹角 可以根据俩相邻编程矢量(即轨迹)的矢量角来决定。 图2-8 刀具半径补偿实例 8. 加工过程中的过切判别原理 前面我们说过C刀补能避免过切现象,是指若编程人员因某种原因编制出了肯定要产 生过切的加工程序时,系统在运行过程中能提前发出报警信号,避免过切事故的发生。 下面将就过切判别原理进行讨论。 (1) 直线加工时的过切判别 如图2-9所示,当被加工的轮廓是直线段时,若刀具半径选用过大,就将产生过切削 现象。图中编程轨迹为AB → BC → CD,B为对应于AB、BC的刀具中心轨迹的交点。当读入 编程轨迹CD时,就要对上段轨迹BC进行修正,确定刀具中心应从B点移到C。显然这将产 生如图阴影部分所示的过切削