正在加载图片...
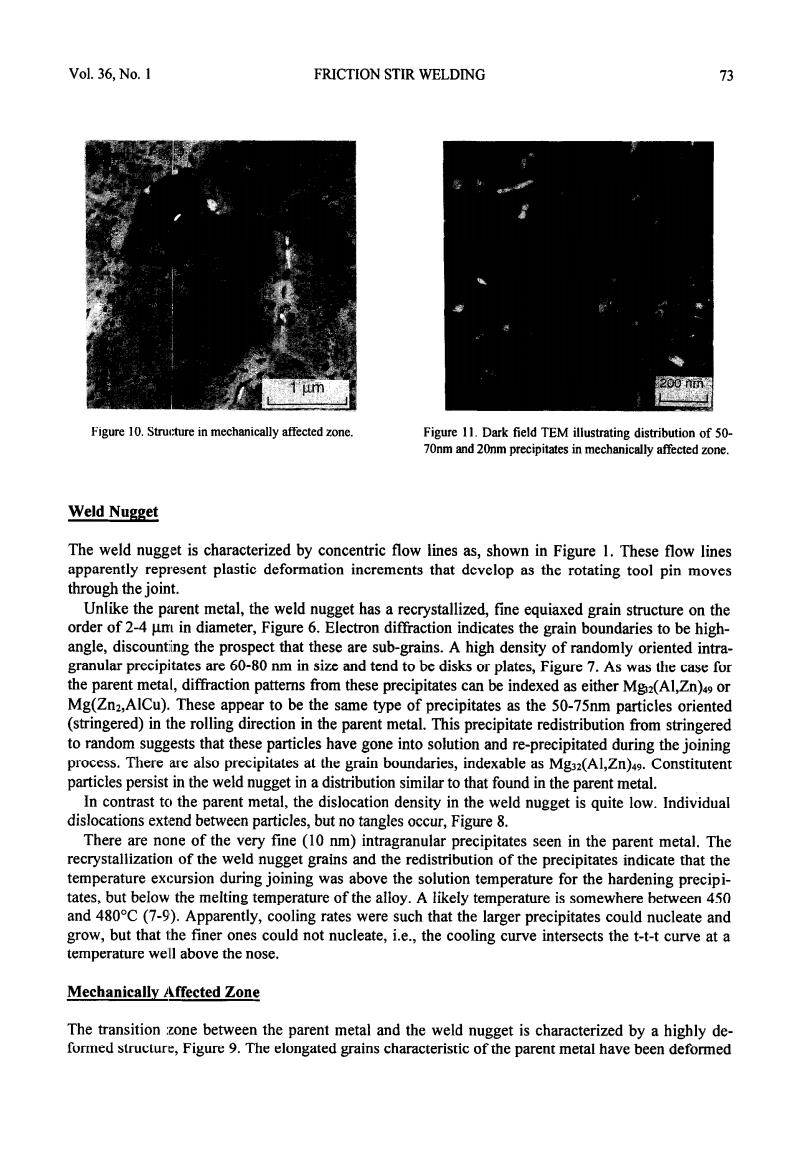
Vol.36,No.I FRICTION STIR WELDING 73 200n Figure 10.Structure in mechanically affected zone. Figure 11.Dark field TEM illustrating distribution of 50- 70nm and 20nm precipitates in mechanically affected zone. Weld Nugget The weld nugget is characterized by concentric flow lines as,shown in Figure 1.These flow lines apparently represent plastic deformation increments that develop as the rotating tool pin moves through the joint. Unlike the parent metal,the weld nugget has a recrystallized,fine equiaxed grain structure on the order of 2-4 um in diameter,Figure 6.Electron diffraction indicates the grain boundaries to be high- angle,discounting the prospect that these are sub-grains.A high density of randomly oriented intra- granular precipitates are 60-80 nm in size and tend to be disks or plates,Figure 7.As was the case for the parent metal,diffraction patterns from these precipitates can be indexed as either Mg2(Al,Zn)49 or Mg(Zn2,AlCu).These appear to be the same type of precipitates as the 50-75nm particles oriented (stringered)in the rolling direction in the parent metal.This precipitate redistribution from stringered to random suggests that these particles have gone into solution and re-precipitated during the joining process.There are also precipitates at the grain boundaries,indexable as Mg32(Al,Zn)49.Constitutent particles persist in the weld nugget in a distribution similar to that found in the parent metal. In contrast to the parent metal,the dislocation density in the weld nugget is quite low.Individual dislocations extend between particles,but no tangles occur,Figure 8. There are none of the very fine(10 nm)intragranular precipitates seen in the parent metal.The recrystallization of the weld nugget grains and the redistribution of the precipitates indicate that the temperature excursion during joining was above the solution temperature for the hardening precipi- tates,but below the melting temperature of the alloy.A likely temperature is somewhere between 450 and 480C(7-9).Apparently,cooling rates were such that the larger precipitates could nucleate and grow,but that the finer ones could not nucleate,i.e.,the cooling curve intersects the t-t-t curve at a temperature well above the nose. Mechanically Affected Zone The transition one between the parent metal and the weld nugget is characterized by a highly de- formed structure,Figure 9.The elongated grains characteristic of the parent metal have been deformedVol. 36, No. 1 FRICTION STIR WELDING 73 Figure 10. Structure in mechanically affected zone. Figure 11. Dark field TEM illustrating distribution of 50- 70nm and 2Onm precipitates in mechanically affected zone. Weld Nugget The weld nugget is characterized by concentric flow lines as, shown in Figure 1. These flow lines apparently represent plastic deformation increments that develop as the rotating tool pin moves through the joint. Unlike the parent metal, the weld nugget has a recrystallized, fme equiaxed grain structure on the order of 2-4 l.urt in diameter, Figure 6. Electron diffraction indicates the grain boundaries to be highangle, discounting the prospect that these are sub-grains. A high density of randomly oriented intragranular precipitates are 60-80 mn in size and tend to be disks or plates, Figure 7. As was the case for the parent metal, diMaction patterns from these precipitates can be indexed as either MBz(A1,Zn)49 or Mg(Znl,AICu). These appear to be the same type of precipitates as the 50-75nm particles oriented (stringered) in the rolling direction in the parent metal. This precipitate redistribution from stringered to random suggests that these particles have gone into solution and re-precipitated during the joining process. There are also precipitates at the grain boundaries, indexable as Mg32(A1,Zn)49. Constitutent particles persist in the weld nugget in a distribution similar to that found in the parent metal. In contrast to the parent metal, the dislocation density in the weld nugget is quite low. Individual dislocations extsend between particles, but no tangles occur, Figure 8. There are none of the very fine (10 nm) intragranular precipitates seen in the parent metal. The recrystallization of the weld nugget grains and the redistribution of the precipitates indicate that the temperature excursion during joining was above the solution temperature for the hardening precipitates, but below the melting temperature of the alloy. A likely temperature is somewhere between 450 and 480°C (7-9). Apparently, cooling rates were such that the larger precipitates could nucleate and grow, but that the finer ones could not nucleate, i.e., the cooling curve intersects the t-t-t curve at a temperature well above the nose. Mechanically Affected Zone The transition :zone between the parent metal and the weld nugget is characterized by a highly deformed structure, Figure 9. The elongated grains characteristic of the parent metal have been deformed