正在加载图片...
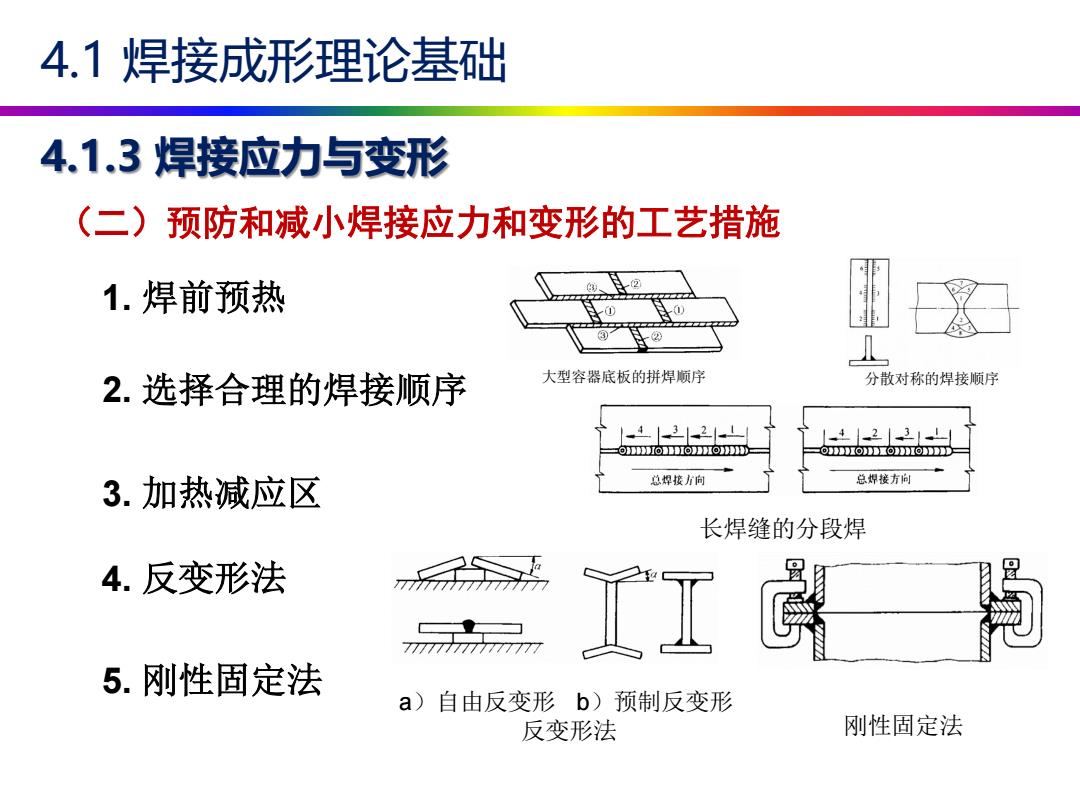
4.1焊接成形理论基础 4.1.3焊接应力与变形 (二)预防和减小焊接应力和变形的工艺措施 1.焊前预热 ② ③ 2.选择合理的焊接顺序 大型容器底板的拼焊顺序 分散对称的焊接顺序 043|2-山 1423· OIOIITODOJI OIONDKONDDIONDID 3.加热减应区 总焊接方向 总焊接方向 长焊缝的分段焊 4.反变形法 余 工工 5.刚性固定法 a)自由反变形 b)预制反变形 反变形法 刚性固定法4.1.3 焊接应力与变形 4.1 焊接成形理论基础 (二)预防和减小焊接应力和变形的工艺措施 1. 焊前预热 2. 选择合理的焊接顺序 3. 加热减应区 4. 反变形法 5. 刚性固定法 刚性固定法 大型容器底板的拼焊顺序 分散对称的焊接顺序 长焊缝的分段焊 a)自由反变形 b)预制反变形 反变形法