正在加载图片...
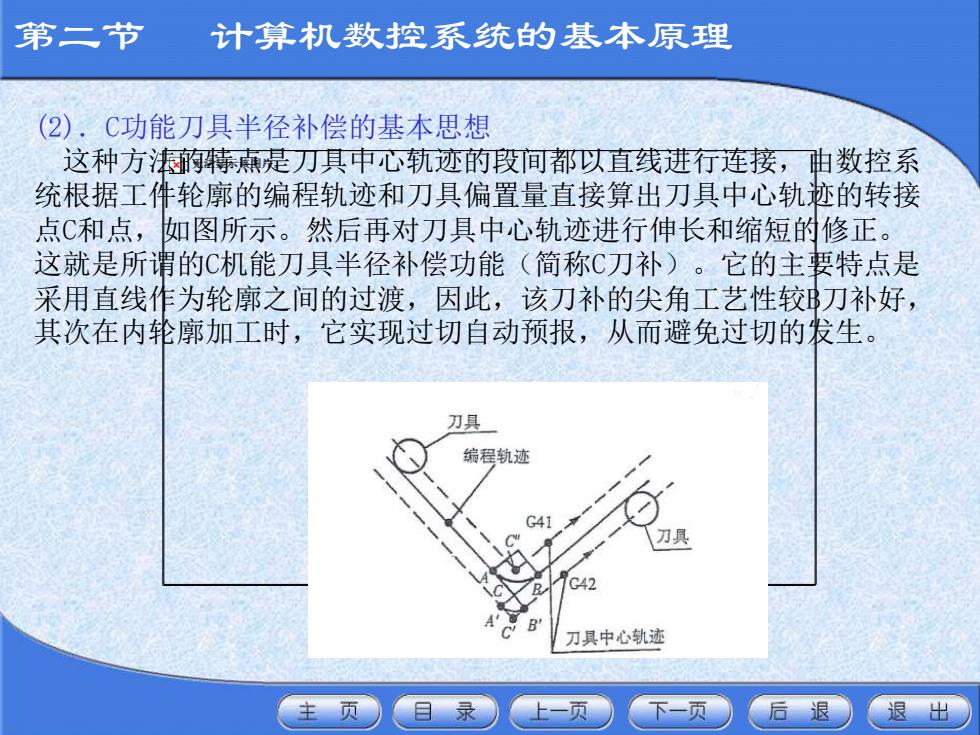
第二节 计算机数控系统的基本原理 (2).C功能刀具半径补偿的基本思想 这种方的精是刀具中心轨迹的段间都以直线进行连接,曲数控系 统根据工件轮廓的编程轨迹和刀具偏置量直接算出刀具中心轨迹的转接 点C和点,如图所示。 然后再对刀具中心轨迹进行伸长和缩短的修正。 这就是所谓的C机能刀具半径补偿功能(简称C刀补)。它的主要特点是 采用直线作为轮廓之间的过渡,因此,该刀补的尖角工艺性较B刀补好, 其次在内轮廓加工时,它实现过切自动预报,从而避免过切的发生。 刀具 编程轨迹 G41 G42 刀具中心轨迹 目录 一页 后退 退出 (2).C功能刀具半径补偿的基本思想 这种方法的特点是刀具中心轨迹的段间都以直线进行连接,由数控系 统根据工件轮廓的编程轨迹和刀具偏置量直接算出刀具中心轨迹的转接 点C和点,如图所示。然后再对刀具中心轨迹进行伸长和缩短的修正。 这就是所谓的C机能刀具半径补偿功能(简称C刀补)。它的主要特点是 采用直线作为轮廓之间的过渡,因此,该刀补的尖角工艺性较B刀补好, 其次在内轮廓加工时,它实现过切自动预报,从而避免过切的发生。 第二节 计算机数控系统的基本原理