正在加载图片...
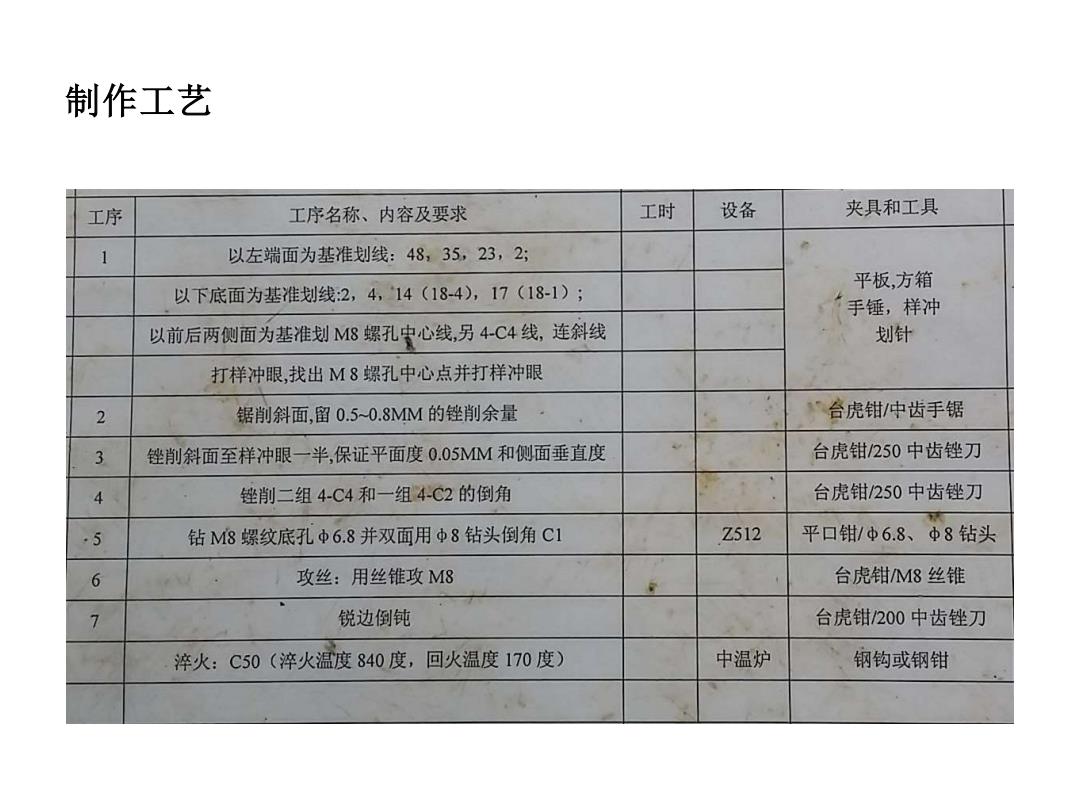
制作工艺 工序 工序名称、内容及要求 工时 设备 夹具和工具 1 以左端面为基准划线:48,35,23,2; 平板,方箱 以下底面为基准划线2,4,14(18-4),17(18-1); 手锤,样冲 以前后两侧面为基准划M8螺孔史心线,另4-C4线,连斜线 划针 打样冲眼,找出M8螺孔中心点并打样冲眼 2 锯削斜面,留0.50.8MM的锉削余量· ”合虎钳/中齿手锯 3 锉削斜面至样冲眼一半,保证平面度0.05MM和侧面垂直度 台虎钳/250中齿锉刀 4 锉削二组4-C4和一组4-C2的倒角 台虎钳/250中齿锉刀 5 钻M8螺纹底孔中6.8并双面用中8钻头倒角C1 Z512 平口钳/中6.8、中8钻头 6 攻丝:用丝锥攻M8 台虎钳M8丝锥 1 锐边倒钝 台虎钳/200中齿锉刀 淬火:C50(淬火温度840度,回火温度170度) 中温炉 钢钩或钢钳制作工艺