正在加载图片...
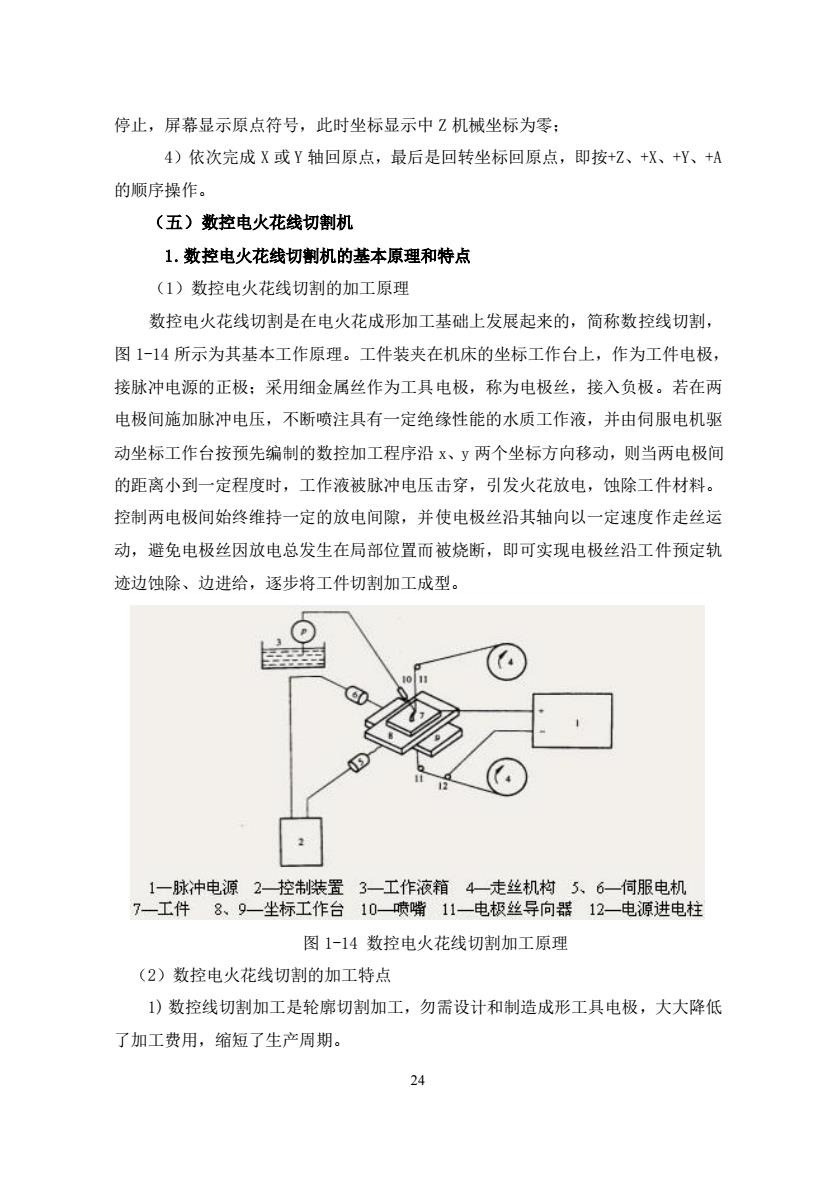
停止,屏幕显示原点符号,此时坐标显示中Z机械坐标为零: 4)依次完成X或Y轴回原点,最后是回转坐标回原点,即按+忆、+X、+Y、+A 的顺序操作。 (五)数控电火花线切割机 1.数控电火花线切割机的基本原理和特点 (1)数控电火花线切割的加工原理 数控电火花线切割是在电火花成形加工基础上发展起来的,简称数控线切割, 图1-14所示为其基本工作原理。工件装夹在机床的坐标工作台上,作为工件电极, 接脉冲电源的正极:采用细金属丝作为工具电极,称为电极丝,接入负极。若在两 电极间施加脉冲电压,不断喷注具有一定绝缘性能的水质工作液,并由伺服电机驱 动坐标工作台按预先编制的数控加工程序沿x、y两个坐标方向移动,则当两电极间 的距离小到一定程度时,工作液被脉冲电压击穿,引发火花放电,蚀除工件材料。 控制两电极间始终维持一定的放电间隙,并使电极丝沿其轴向以一定速度作走丝运 动,避免电极丝因放电总发生在局部位置而被烧断,即可实现电极丝沿工件预定轨 迹边蚀除、边进给,逐步将工件切割加工成型。 1一脉冲电源2一控制装置3一工作液箱4一走丝机构5、6一伺服电机 7一工件8、9一坐标工作台10喷嘴11一电极丝导向器12一电源进电柱 图1-14数控电火花线切割加工原理 (2)数控电火花线切割的加工特点 )数控线切割加工是轮廓切割加工,勿需设计和制造成形工具电极,大大降低 了加工费用,缩短了生产周期。24 停止,屏幕显示原点符号,此时坐标显示中 Z 机械坐标为零; 4)依次完成 X 或 Y 轴回原点,最后是回转坐标回原点,即按+Z、+X、+Y、+A 的顺序操作。 (五)数控电火花线切割机 1.数控电火花线切割机的基本原理和特点 (1)数控电火花线切割的加工原理 数控电火花线切割是在电火花成形加工基础上发展起来的,简称数控线切割, 图 1-14 所示为其基本工作原理。工件装夹在机床的坐标工作台上,作为工件电极, 接脉冲电源的正极;采用细金属丝作为工具电极,称为电极丝,接入负极。若在两 电极间施加脉冲电压,不断喷注具有一定绝缘性能的水质工作液,并由伺服电机驱 动坐标工作台按预先编制的数控加工程序沿 x、y 两个坐标方向移动,则当两电极间 的距离小到一定程度时,工作液被脉冲电压击穿,引发火花放电,蚀除工件材料。 控制两电极间始终维持一定的放电间隙,并使电极丝沿其轴向以一定速度作走丝运 动,避免电极丝因放电总发生在局部位置而被烧断,即可实现电极丝沿工件预定轨 迹边蚀除、边进给,逐步将工件切割加工成型。 图 1-14 数控电火花线切割加工原理 (2)数控电火花线切割的加工特点 1) 数控线切割加工是轮廓切割加工,勿需设计和制造成形工具电极,大大降低 了加工费用,缩短了生产周期