正在加载图片...
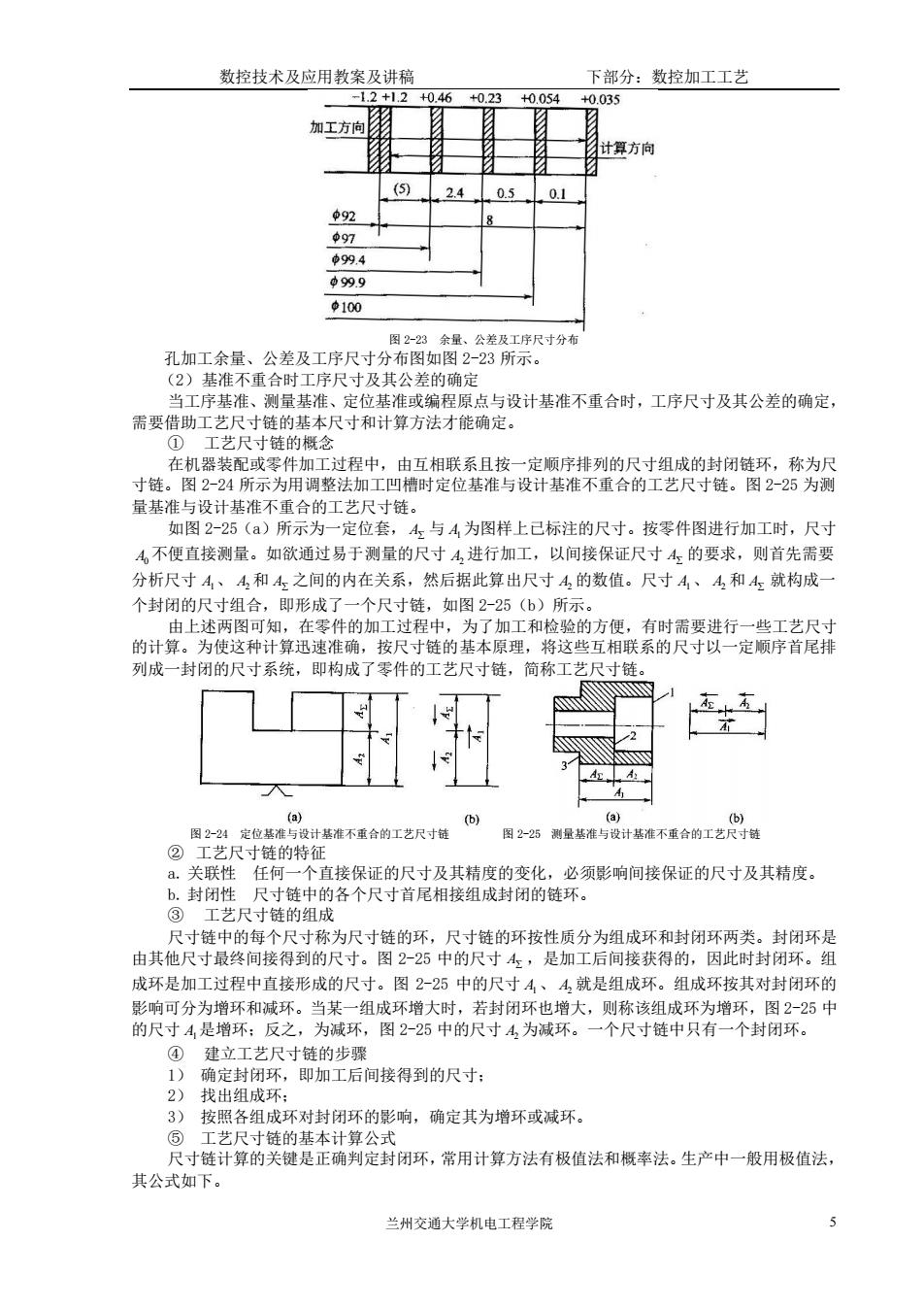
数控技术及应用教案及讲稿 下部分:数控加工工艺 035 加工方向 算方向 24 0.5 2 9 999 100 孔余杀公装及工序尺寸分布图餐≥所漂 (2)基准不重合时工序尺寸及其公差的确定 当工序基准、测量基准、定位基准或编程原点与设计基准不重合时,工序尺寸及其公差的确定, 需要借助工艺尺寸链的基本尺寸和计算方法才能确定。 在机 站糖设计基准不建食的之尺 定位套 与4为图样上已标注的尺寸。按零件图进行加工时,尺寸 A不便直接测量。如欲通过易于测量的尺寸4进行加工,以间接保证尺寸A:的要求,则首先需要 分析尺寸A、A,和本之间的内在关系,然后据此算出尺寸A,的数值。尺寸A、4和A就构成 个封闭的尺寸组合,即形成了一个尺寸链,如图2-5(b)所示 上述两图可知,在零件的加工过程中,为了加工和检验的方便,有时需要进行一些工艺尺寸 的计算。为使这种计算迅速准确,按尺寸链的基木原理,将这些互相联系的尺寸以一定顺序首尾排 列成一封闭的尺寸系统,即构成了零件的工艺尺寸链,简称工艺尺寸链 224定位 基准不覆合的工艺尺寸性 国公2浴测量族准与设计基准不重合的工艺代链 ② 寸链的特征 尺十申的每个尺、寸称为尺计链的环。尺寸的环按性质分为组成环和封闭环两类。封闭环丹 由其他尺寸最终间接得到的尺寸。图2-5中的尺寸4,是加工后间接获得的,因此时封闭环。组 成环是加工过程中直接形成的尺寸。图2-25中的尺寸4、4就是组成环。组成环按其对封闭环的 彩啊可分 环域 一组成环增大时,若封闭环也增大,则称该组成环 为增 ,图2-25中 僧环:反之,为环,图2-25中的尺寸为减环。一个尺寸链中贝有一个封闭环 的尺寸A是 建立工艺尺寸链的步骤 1)确定封 环,即加工后间接得到的尺寸: 环对封闭环的影响,确定其为增环或减环。 只十笑莞定环,常用计算方法有极值法和概率法,生产中一般用极值法。 其公式如下。 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 图 2-23 余量、公差及工序尺寸分布 孔加工余量、公差及工序尺寸分布图如图 2-23 所示。 (2)基准不重合时工序尺寸及其公差的确定 当工序基准、测量基准、定位基准或编程原点与设计基准不重合时,工序尺寸及其公差的确定, 需要借助工艺尺寸链的基本尺寸和计算方法才能确定。 ① 工艺尺寸链的概念 在机器装配或零件加工过程中,由互相联系且按一定顺序排列的尺寸组成的封闭链环,称为尺 寸链。图 2-24 所示为用调整法加工凹槽时定位基准与设计基准不重合的工艺尺寸链。图 2-25 为测 量基准与设计基准不重合的工艺尺寸链。 如图 2-25(a)所示为一定位套, A 与 A1 为图样上已标注的尺寸。按零件图进行加工时,尺寸 A0 不便直接测量。如欲通过易于测量的尺寸 A2 进行加工,以间接保证尺寸 A 的要求,则首先需要 分析尺寸 A1、 A2 和 A 之间的内在关系,然后据此算出尺寸 A2 的数值。尺寸 A1 、 A2 和 A 就构成一 个封闭的尺寸组合,即形成了一个尺寸链,如图 2-25(b)所示。 由上述两图可知,在零件的加工过程中,为了加工和检验的方便,有时需要进行一些工艺尺寸 的计算。为使这种计算迅速准确,按尺寸链的基本原理,将这些互相联系的尺寸以一定顺序首尾排 列成一封闭的尺寸系统,即构成了零件的工艺尺寸链,简称工艺尺寸链。 图 2-24 定位基准与设计基准不重合的工艺尺寸链 图 2-25 测量基准与设计基准不重合的工艺尺寸链 ② 工艺尺寸链的特征 a. 关联性 任何一个直接保证的尺寸及其精度的变化,必须影响间接保证的尺寸及其精度。 b. 封闭性 尺寸链中的各个尺寸首尾相接组成封闭的链环。 ③ 工艺尺寸链的组成 尺寸链中的每个尺寸称为尺寸链的环,尺寸链的环按性质分为组成环和封闭环两类。封闭环是 由其他尺寸最终间接得到的尺寸。图 2-25 中的尺寸 A ,是加工后间接获得的,因此时封闭环。组 成环是加工过程中直接形成的尺寸。图 2-25 中的尺寸 A1、 A2 就是组成环。组成环按其对封闭环的 影响可分为增环和减环。当某一组成环增大时,若封闭环也增大,则称该组成环为增环,图 2-25 中 的尺寸 A1 是增环;反之,为减环,图 2-25 中的尺寸 A2 为减环。一个尺寸链中只有一个封闭环。 ④ 建立工艺尺寸链的步骤 1) 确定封闭环,即加工后间接得到的尺寸; 2) 找出组成环; 3) 按照各组成环对封闭环的影响,确定其为增环或减环。 ⑤ 工艺尺寸链的基本计算公式 尺寸链计算的关键是正确判定封闭环,常用计算方法有极值法和概率法。生产中一般用极值法, 其公式如下