正在加载图片...
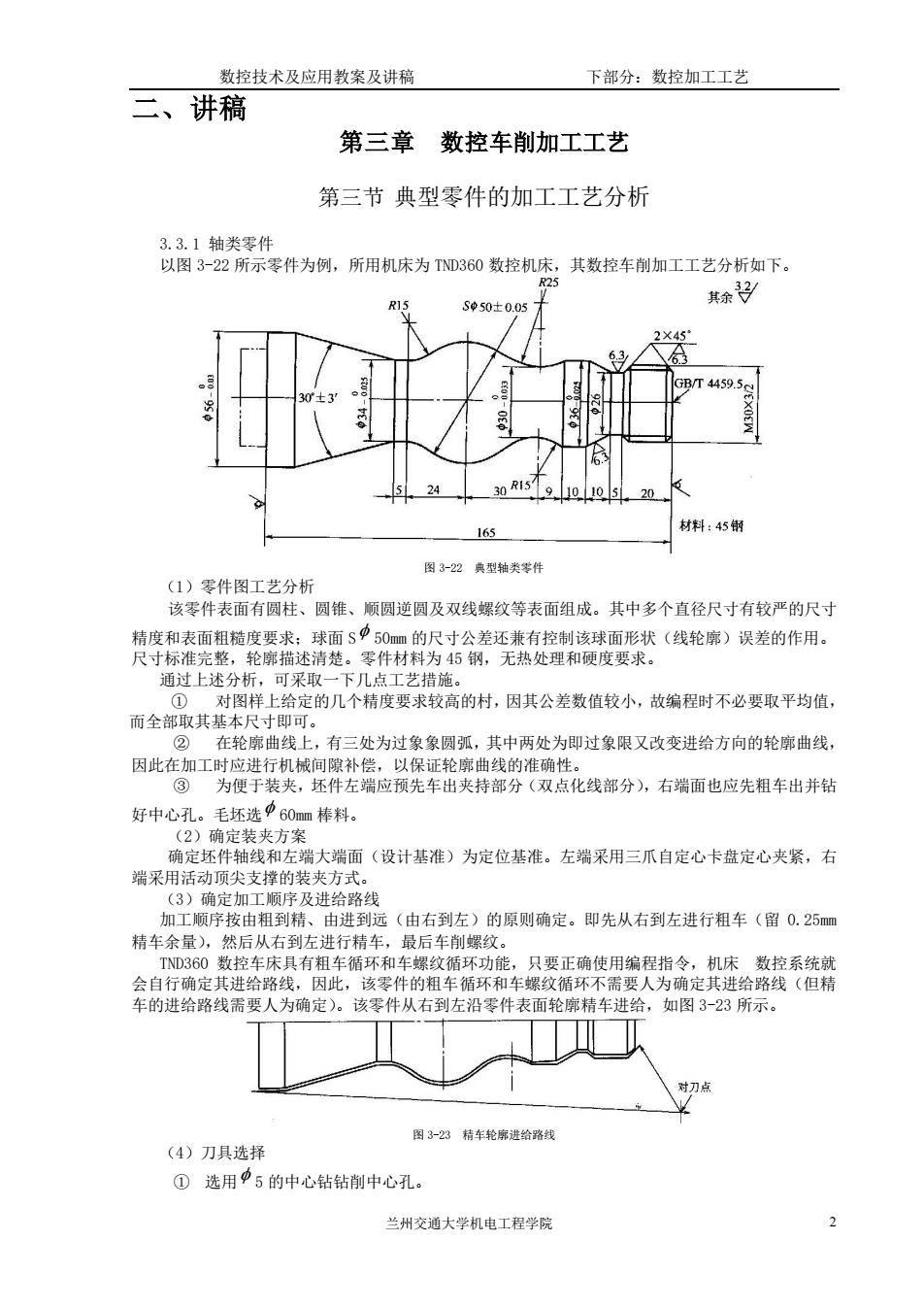
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第三章数控车削加工工艺 第三节典型零件的加工工艺分析 3.3.1轴类零件 以图3-22所示零件为例,所用机床为TND360数控机床 ,其数控车削加工工艺分析如下。 S050t0.0 其余 459 956 30R5 16 材料:45锅 图3-22丸型轴类零件 (1)零件图工艺分析 该零件表面有圆柱、圆锥、顺圆逆圆及双线螺纹等表面组成。其中多个直径尺寸有较严的尺寸 通过上述分析, 可取下几古丁梦 ①对图样上给定的几个精度要求较高的村,因其公差数值较小,故编程时不必要取平均值, 而全部取其基本尺寸即可。 ②在轮廓曲线上,有三处为过象象圆弧,其中两处为即过象限又改变进给方向的轮廓曲线, 因此在加工时应进行机械间隙补偿,以保证轮廓曲线的准确性。 ③为便于装夹,坯件左端应预先车出夹持部分(双点化线部分),右端面也应先粗车出并钻 好中心孔。毛坯选P60▣棒料 )确定转来方案 确定坯件轴线和左端大端面(设计基准)为定位基准。左端采用三爪自定心卡盘定心夹紧,右 端采用活动顶尖支撑的装夹方式。 (3)确定加工顺序及进给路线 加工顺序按由粗到精、由进到远(由右到左)的原则确定。即先从右到左进行粗车(留0.25m 精车余量),然后从右到左进行精车,最后车削螺纹。 只要正确使用编程指令,机床数控系统 会自行族定其要人为确定。该零件从右到左沿零件表面轮饰精车进给,如图3瘦 零件 路线(但精 对刀点 图3-23精车轮院进给路找 (4)刀具选择 ①选用中5的中心钻钻削中心孔 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第三章 数控车削加工工艺 第三节 典型零件的加工工艺分析 3.3.1 轴类零件 以图 3-22 所示零件为例,所用机床为 TND360 数控机床,其数控车削加工工艺分析如下。 图 3-22 典型轴类零件 (1)零件图工艺分析 该零件表面有圆柱、圆锥、顺圆逆圆及双线螺纹等表面组成。其中多个直径尺寸有较严的尺寸 精度和表面粗糙度要求;球面 S 50mm 的尺寸公差还兼有控制该球面形状(线轮廓)误差的作用。 尺寸标准完整,轮廓描述清楚。零件材料为 45 钢,无热处理和硬度要求。 通过上述分析,可采取一下几点工艺措施。 ① 对图样上给定的几个精度要求较高的村,因其公差数值较小,故编程时不必要取平均值, 而全部取其基本尺寸即可。 ② 在轮廓曲线上,有三处为过象象圆弧,其中两处为即过象限又改变进给方向的轮廓曲线, 因此在加工时应进行机械间隙补偿,以保证轮廓曲线的准确性。 ③ 为便于装夹,坯件左端应预先车出夹持部分(双点化线部分),右端面也应先粗车出并钻 好中心孔。毛坯选 60mm 棒料。 (2)确定装夹方案 确定坯件轴线和左端大端面(设计基准)为定位基准。左端采用三爪自定心卡盘定心夹紧,右 端采用活动顶尖支撑的装夹方式。 (3)确定加工顺序及进给路线 加工顺序按由粗到精、由进到远(由右到左)的原则确定。即先从右到左进行粗车(留 0.25mm 精车余量),然后从右到左进行精车,最后车削螺纹。 TND360 数控车床具有粗车循环和车螺纹循环功能,只要正确使用编程指令,机床 数控系统就 会自行确定其进给路线,因此,该零件的粗车循环和车螺纹循环不需要人为确定其进给路线(但精 车的进给路线需要人为确定)。该零件从右到左沿零件表面轮廓精车进给,如图 3-23 所示。 图 3-23 精车轮廓进给路线 (4)刀具选择 ① 选用 5 的中心钻钻削中心孔