正在加载图片...
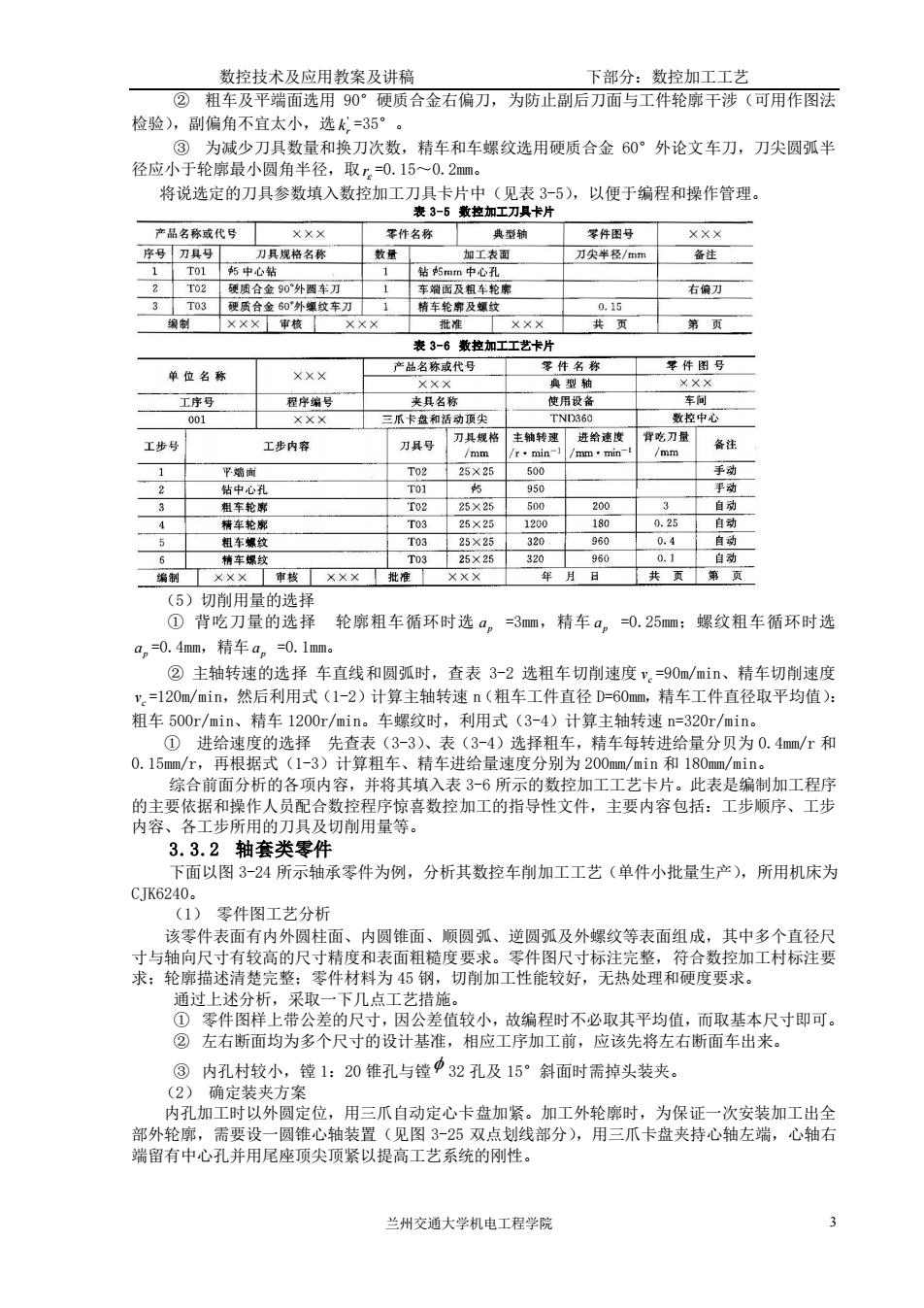
数控技术及应用教案及讲稿 下部分:数控加工工艺 ②粗车及平端面选用90°硬质合金右偏刀,为防止副后刀面与工件轮廓干涉(可用作图法 检验),副偏角不宜太小,选,=35°。 ③为成少刀具数量和换刀次数,精车和车螺纹选用硬质合金60°外论文车刀,刀尖圆弧半 径应小于轮家最小圆角坐径,取,=01502mm 将说选定的刀具参数填入数控加工刀具卡片中(见表3-5),以便于编程和操作管理。 表3-5最控加工刀具卡片 产品名称或代号 XX> 零件名称 典型轴 琴件图母 X XX 序号刀具中 具规格名 量 刀尖径/mm 备注 外图 车及粗4轮 右钢刀 埃制 ××审 第页 表3-6数控如工工艺卡片 单位名称 产品名称或代号 零件名称 平件图号 工序号 程序端号 夹具名称 使用设各 001 三术卡世和 工步号 工步内容 刀具号 主饷转型 进速度背吃刀量 备注 nm*min T0325×2 20 180 92 0. 自动 年月日 共页第页 (5)切削用量的选择 ①背吃刀量的选择轮院粗车循环时选a=3m,精车a=0.25mm:螺纹粗车循环时选 ,=0.4m,精车a=0.1m 主轴转速的选择车直线和圆弧时,查表3-2选粗车切创速度90/ 精车切削速度 .=120m/min,然后利用式(1-2)计算主轴转速n(粗车工件直径D-6 ,精车工件直径取平均值): 粗车500r/min、精车1200r/min。车螺纹时,利用式(3-4)计算主轴转速n=320r/min。 ①进给速度的选择先查表(3-3): 表(34)选择粗车,精车每转进给量分贝为Q.4m上和 0.15 再根据 租 进给耳 7 00 综合 L艺 据 步所用的刀具及切 数控加 削用量等 指导性文件 3.3. 轴套类件 、面图 轴承零件为例,分析其数控车削加工工艺(单件小批量生产),所用机床为 CJK6240 1)零件图工艺分析 该零件表面有内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直轻尺 寸与轴向尺寸有较高的尺寸精度和表面粗糙度要求。零件图尺寸标注完整,符合数控加工村标注要 求:轮廓描述清楚完整:零件材料为45钢,切削加工性能较好,无热处理和硬度要求。 通过上述分析,采取一下几点工艺措施。 少苓件图样 上带公差的尺寸,因公差值较小,故编程时不必取其平均值,而取基本尺寸即可。 ②左右断面均为多个尺寸的设计基准,相应工序加工前,应该先将左右断面车出来 ③内孔村较小,镗1:20锥孔与筐P32孔及15°斜面时需掉头装夹。 定装夹方 内孔加工时以外圆定位,用三爪自动定心卡盘加紧。加工外轮院时,为保证一次安装加工出全 部外轮廓,需要设一圆锥心轴装置(见图325双点划线部分),用三爪卡盘夹持心轴左端,心轴右 端留有中心孔并用尾座顶尖顶紧以提高工艺系统的刚性。 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 ② 粗车及平端面选用 90°硬质合金右偏刀,为防止副后刀面与工件轮廓干涉(可用作图法 检验),副偏角不宜太小,选 ' r k =35°。 ③ 为减少刀具数量和换刀次数,精车和车螺纹选用硬质合金 60°外论文车刀,刀尖圆弧半 径应小于轮廓最小圆角半径,取 r =0.15~0.2mm。 将说选定的刀具参数填入数控加工刀具卡片中(见表 3-5),以便于编程和操作管理。 表 3-5 数控加工刀具卡片 表 3-6 数控加工工艺卡片 (5)切削用量的选择 ① 背吃刀量的选择 轮廓粗车循环时选 p a =3mm,精车 p a =0.25mm;螺纹粗车循环时选 p a =0.4mm,精车 p a =0.1mm。 ② 主轴转速的选择 车直线和圆弧时,查表 3-2 选粗车切削速度 c v =90m/min、精车切削速度 c v =120m/min,然后利用式(1-2)计算主轴转速 n(粗车工件直径 D=60mm,精车工件直径取平均值): 粗车 500r/min、精车 1200r/min。车螺纹时,利用式(3-4)计算主轴转速 n=320r/min。 ① 进给速度的选择 先查表(3-3)、表(3-4)选择粗车,精车每转进给量分贝为 0.4mm/r 和 0.15mm/r,再根据式(1-3)计算粗车、精车进给量速度分别为 200mm/min 和 180mm/min。 综合前面分析的各项内容,并将其填入表 3-6 所示的数控加工工艺卡片。此表是编制加工程序 的主要依据和操作人员配合数控程序惊喜数控加工的指导性文件,主要内容包括:工步顺序、工步 内容、各工步所用的刀具及切削用量等。 3.3.2 轴套类零件 下面以图 3-24 所示轴承零件为例,分析其数控车削加工工艺(单件小批量生产),所用机床为 CJK6240。 (1) 零件图工艺分析 该零件表面有内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直径尺 寸与轴向尺寸有较高的尺寸精度和表面粗糙度要求。零件图尺寸标注完整,符合数控加工村标注要 求;轮廓描述清楚完整;零件材料为 45 钢,切削加工性能较好,无热处理和硬度要求。 通过上述分析,采取一下几点工艺措施。 ① 零件图样上带公差的尺寸,因公差值较小,故编程时不必取其平均值,而取基本尺寸即可。 ② 左右断面均为多个尺寸的设计基准,相应工序加工前,应该先将左右断面车出来。 ③ 内孔村较小,镗 1:20 锥孔与镗 32 孔及 15°斜面时需掉头装夹。 (2) 确定装夹方案 内孔加工时以外圆定位,用三爪自动定心卡盘加紧。加工外轮廓时,为保证一次安装加工出全 部外轮廓,需要设一圆锥心轴装置(见图 3-25 双点划线部分),用三爪卡盘夹持心轴左端,心轴右 端留有中心孔并用尾座顶尖顶紧以提高工艺系统的刚性