正在加载图片...
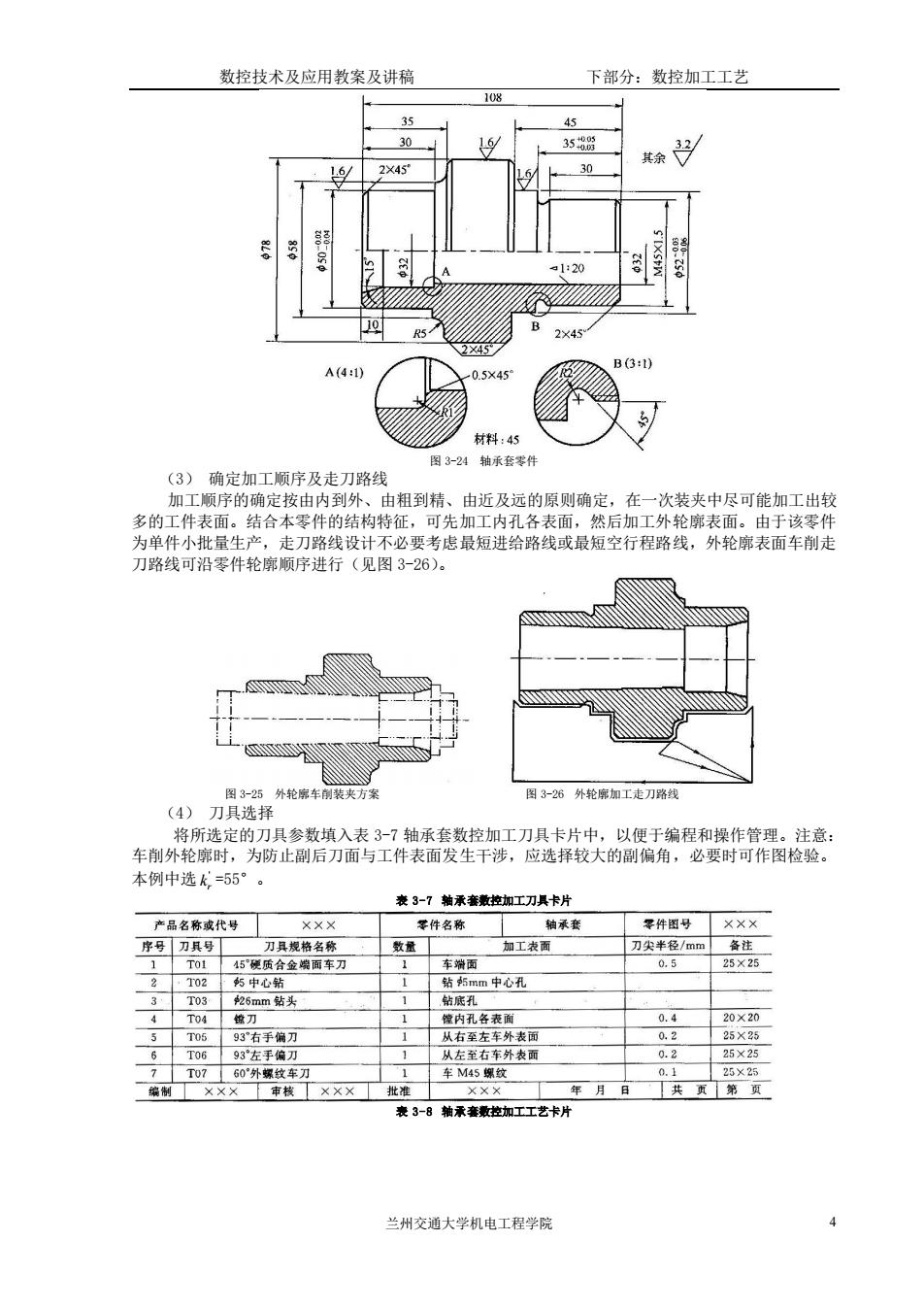
数控技术及应用教案及讲稿 下部分:数控加工工艺 45 16/ 35 2X45 30 120 5 2×45 B3:) 3- 4植承套零件 (3)确定加工顺序及走刀路线 加工顺序的确定按由内到外、由粗到精、由近及远的原则确定,在一次装夹中尽可能加工出较 多的工件表面。结合本零件的结构特征,可先加工内孔各表面,然后加工外轮廓表面。由于该零件 为单件小批量生产,走刀路线设计不必要考虑最短进给路线或最短空行程路线,外轮廓表面车削走 刀路线可沿零件轮廓顺序进行(见图3-26)。 (4)刀具选择 国3-26外轮席加工走刀路线 将所选定的刀只参数填入表3-7轴承套数控加工刀只卡片中,以便于编程和操作管理。注意 车削外轮廊席时,为防止副后刀面与工件表面发生干涉,应选择较大的副偏角,必要时可作图检验。 本例中选=55° 表3-7抛承套数按巾工刀凰卡片 声品名除代号 等件名称 轴承套 零件图号X×× 序号刀具号 刀具规格名 数量 加工表 刀尘半移m▣条注 5硬质合金面车刀 0.5 25×25 中心孔 T03 25mm钻头 内孔客表 T0693左手偏万 从左至右车外表 0.2 25×25 年月日 丁共天第页 表3-8轴承喜敏拉加工工艺卡片 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 图 3-24 轴承套零件 (3) 确定加工顺序及走刀路线 加工顺序的确定按由内到外、由粗到精、由近及远的原则确定,在一次装夹中尽可能加工出较 多的工件表面。结合本零件的结构特征,可先加工内孔各表面,然后加工外轮廓表面。由于该零件 为单件小批量生产,走刀路线设计不必要考虑最短进给路线或最短空行程路线,外轮廓表面车削走 刀路线可沿零件轮廓顺序进行(见图 3-26)。 图 3-25 外轮廓车削装夹方案 图 3-26 外轮廓加工走刀路线 (4) 刀具选择 将所选定的刀具参数填入表 3-7 轴承套数控加工刀具卡片中,以便于编程和操作管理。注意: 车削外轮廓时,为防止副后刀面与工件表面发生干涉,应选择较大的副偏角,必要时可作图检验。 本例中选 ' r k =55°。 表 3-7 轴承套数控加工刀具卡片 表 3-8 轴承套数控加工工艺卡片