正在加载图片...
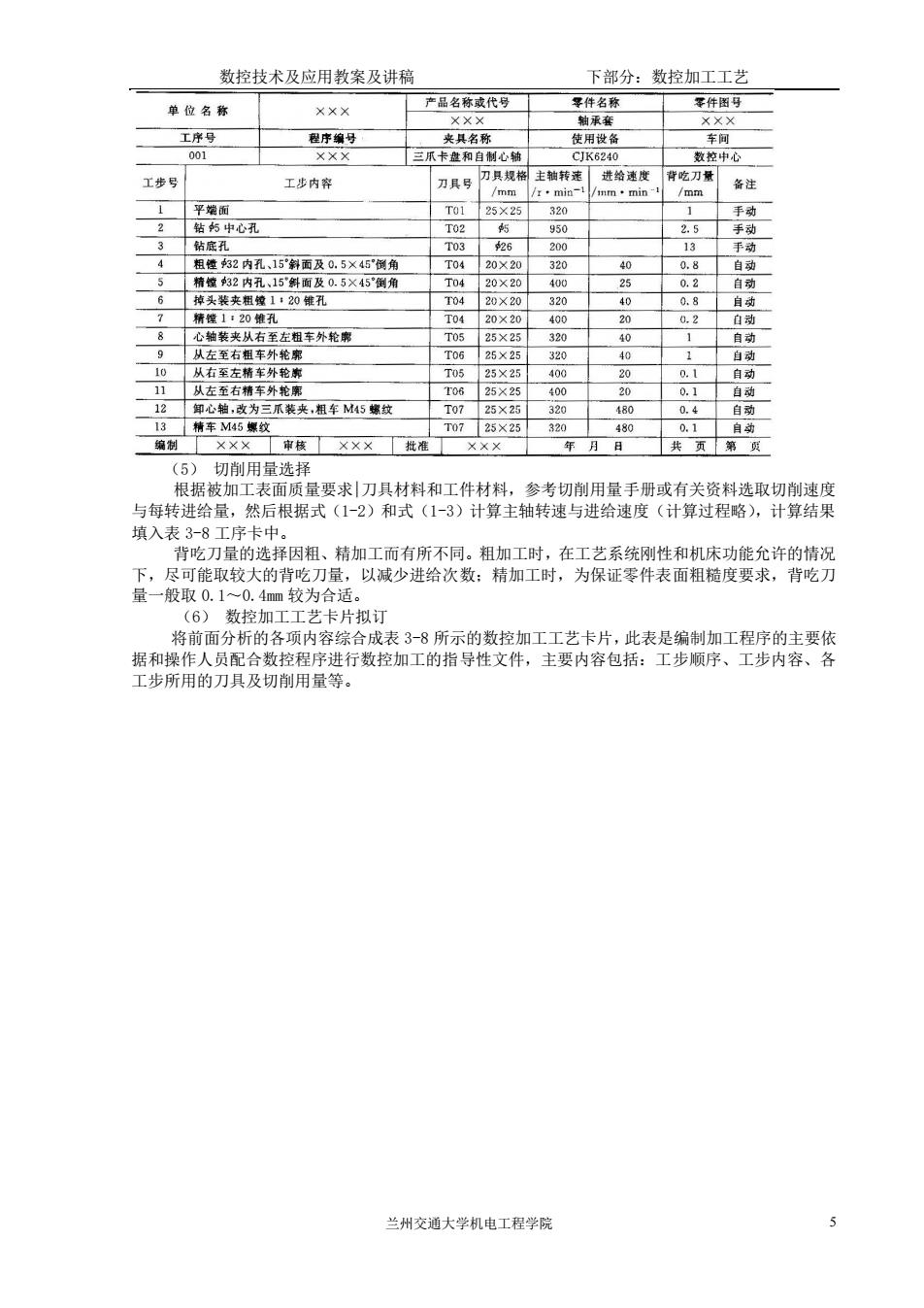
数控技术及应用教案及讲稿 下部分:数控加工工艺 单位名称 产品名称或代号 零件名称 零件图号 ××× X×× 轴承套 XXX 工序号 程序编号 夹具名称 使用设备 车间 001 ××× 三爪卡盘和自制心轴 CJK6240 数控中心 工步号 工步内容 刀具号 刀具规格主轴转速 进给速度 背吃刀量 备注 /mm /x·min- /nm·min-l /mm 1 平端面 T01 25×25 320 1 手动 2 轴5中心孔 T02 5 950 2.5 手动 3 钻底孔 T03 26 200 13 手动 4 粗镗32内孔、15斜面及0.5×45°倒角 T04 20×20 320 40 0.8 自动 5 精幢32内孔、15斜面及0.5×45°倒角 T04 20×20 400 25 0.2 自动 6 掉头装夹粗镜1:20锥孔 T04 20×20 320 40 0.8 自动 7 精镗1:20锥孔 T04 20×20 400 20 0.2 自动 8 心轴装夹从右至左粗车外轮廓 T05 25×25 320 40 1 自动 9 从左至右粗车外轮廓 T06 25X25 320 40 1 自动 10 从右至左精车外轮脚 T05 25×25 400 20 0.1 自动 11 从左至右精车外轮廓 T06 25×25 400 20 0.1 自动 12 卸心轴,改为三爪装夹,粗车M45螺纹 T0725×25 320 480 0.4 自动 13 精车M45螺纹 T0725×25 320 480 0.1 自动 编制 批准 ××× 年月日 共页第觅 (5)切削用量选择 根据被加工表面质量要求|刀具材料和工件材料,参考切削用量手册或有关资料选取切削速度 与每转进给量,然后根据式(1-2)和式(1-3)计算主轴转速与进给速度(计算过程略),计算结果 填入表3-8工序卡中。 背吃刀量的选择因粗、精加工而有所不同。粗加工时,在工艺系统刚性和机床功能允许的情况 下,尽可能取较大的背吃刀量,以减少进给次数:精加工时,为保证零件表面粗糙度要求,背吃刀 量一般取0.1~0.4mm较为合适。 (6)数控加工工艺卡片拟订 将前面分析的各项内容综合成表3-8所示的数控加工工艺卡片,此表是编制加工程序的主要依 据和操作人员配合数控程序进行数控加工的指导性文件,主要内容包括:工步顺序、工步内容、各 工步所用的刀具及切削用量等。 兰州交通大学机电工程学院 5数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 (5) 切削用量选择 根据被加工表面质量要求|刀具材料和工件材料,参考切削用量手册或有关资料选取切削速度 与每转进给量,然后根据式(1-2)和式(1-3)计算主轴转速与进给速度(计算过程略),计算结果 填入表 3-8 工序卡中。 背吃刀量的选择因粗、精加工而有所不同。粗加工时,在工艺系统刚性和机床功能允许的情况 下,尽可能取较大的背吃刀量,以减少进给次数;精加工时,为保证零件表面粗糙度要求,背吃刀 量一般取 0.1~0.4mm 较为合适。 (6) 数控加工工艺卡片拟订 将前面分析的各项内容综合成表 3-8 所示的数控加工工艺卡片,此表是编制加工程序的主要依 据和操作人员配合数控程序进行数控加工的指导性文件,主要内容包括:工步顺序、工步内容、各 工步所用的刀具及切削用量等