正在加载图片...
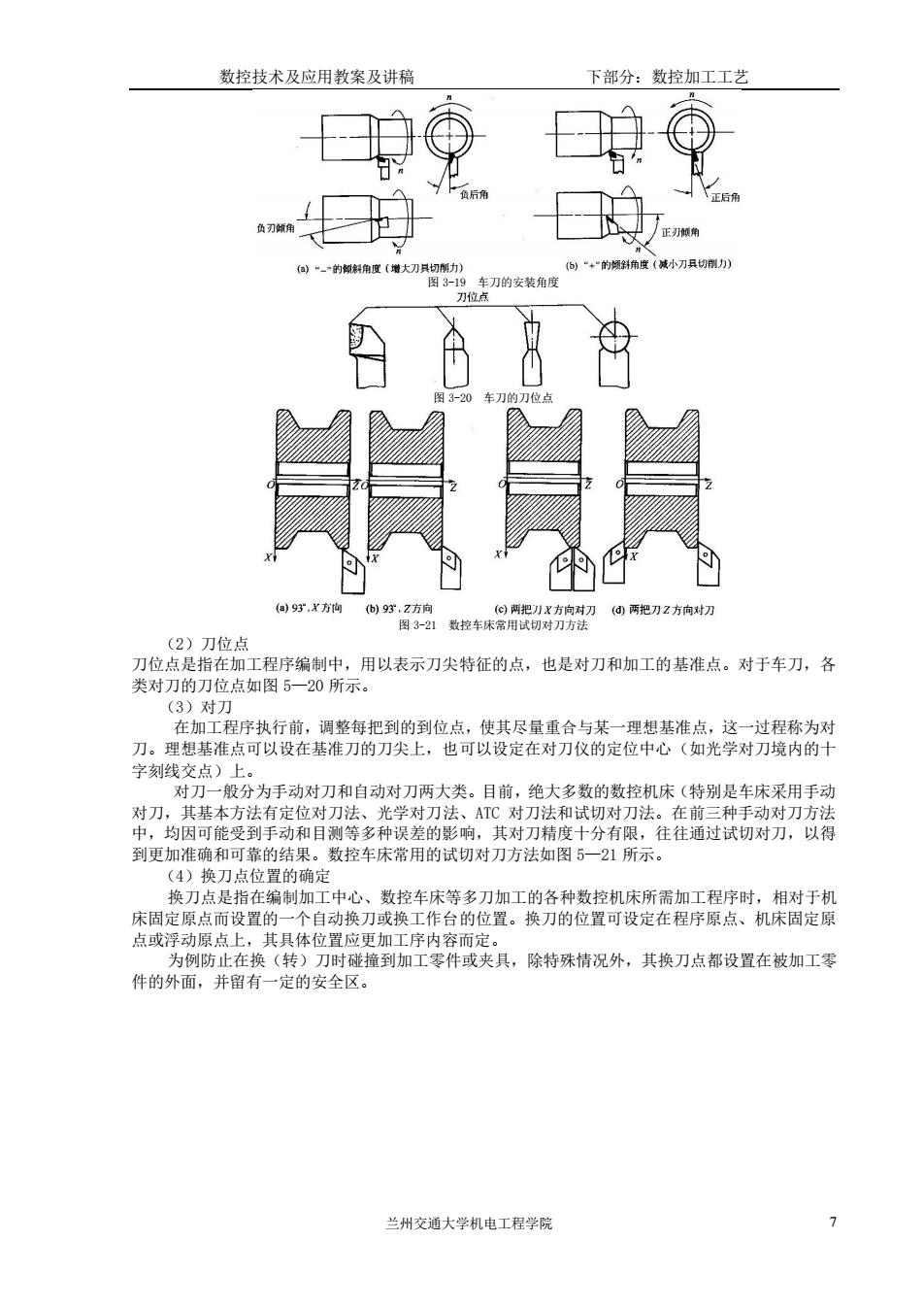
数控技术及应用教案及讲稿 下部分:数控加工工艺 负后月 负刀倾角 (a)“”的倾斜角度(增大刀具切刚力) (6)“+“的领斜角度(减小刀具切削力) 图3-19车刀的安装角度 刀位点 图3-20车刀的刀位点 a93,x方向 ()93,Z方向 (c)两把刀X方向对刀(d两把刀Z方向对刀 图3-21数控车床常用试切对刀方法 (2)刀位点 刀位点是指在加工程序编制中,用以表示刀尖特征的点,也是对刀和加工的基准点。对于车刀,各 类对刀的刀位点如图5一20所示。 (3)对刀 在加工程序执行前,调整每把到的到位点,使其尽量重合与某一理想基准点,这一过程称为对 刀。理想基准点可以设在基准刀的刀尖上,也可以设定在对刀仪的定位中心(如光学对刀境内的十 字刻线交点)上。 对刀一般分为手动对刀和自动对刀两大类。目前,绝大多数的数控机床(特别是车床采用手动 对刀,其基本方法有定位对刀法、光学对刀法、AT℃对刀法和试切对刀法。在前三种手动对刀方法 中,均因可能受到手动和目测等多种误差的影响,其对刀精度十分有限,往往通过试切对刀,以得 到更加准确和可靠的结果。数控车床常用的试切对刀方法如图5一21所示。 (4)换刀点位置的确定 换刀点是指在编制加工中心、数控车床等多刀加工的各种数控机床所需加工程序时,相对于机 床固定原点而设置的一个自动换刀或换工作台的位置。换刀的位置可设定在程序原点、机床固定原 点或浮动原点上,其具体位置应更加工序内容而定。 为例防止在换(转)刀时碰撞到加工零件或夹具,除特殊情况外,其换刀点都设置在被加工零 件的外面,并留有一定的安全区。 兰州交通大学机电工程学院 7数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 7 图 3-19 车刀的安装角度 图 3-20 车刀的刀位点 图 3-21 数控车床常用试切对刀方法 (2)刀位点 刀位点是指在加工程序编制中,用以表示刀尖特征的点,也是对刀和加工的基准点。对于车刀,各 类对刀的刀位点如图 5—20 所示。 (3)对刀 在加工程序执行前,调整每把到的到位点,使其尽量重合与某一理想基准点,这一过程称为对 刀。理想基准点可以设在基准刀的刀尖上,也可以设定在对刀仪的定位中心(如光学对刀境内的十 字刻线交点)上。 对刀一般分为手动对刀和自动对刀两大类。目前,绝大多数的数控机床(特别是车床采用手动 对刀,其基本方法有定位对刀法、光学对刀法、ATC 对刀法和试切对刀法。在前三种手动对刀方法 中,均因可能受到手动和目测等多种误差的影响,其对刀精度十分有限,往往通过试切对刀,以得 到更加准确和可靠的结果。数控车床常用的试切对刀方法如图 5—21 所示。 (4)换刀点位置的确定 换刀点是指在编制加工中心、数控车床等多刀加工的各种数控机床所需加工程序时,相对于机 床固定原点而设置的一个自动换刀或换工作台的位置。换刀的位置可设定在程序原点、机床固定原 点或浮动原点上,其具体位置应更加工序内容而定。 为例防止在换(转)刀时碰撞到加工零件或夹具,除特殊情况外,其换刀点都设置在被加工零 件的外面,并留有一定的安全区