正在加载图片...
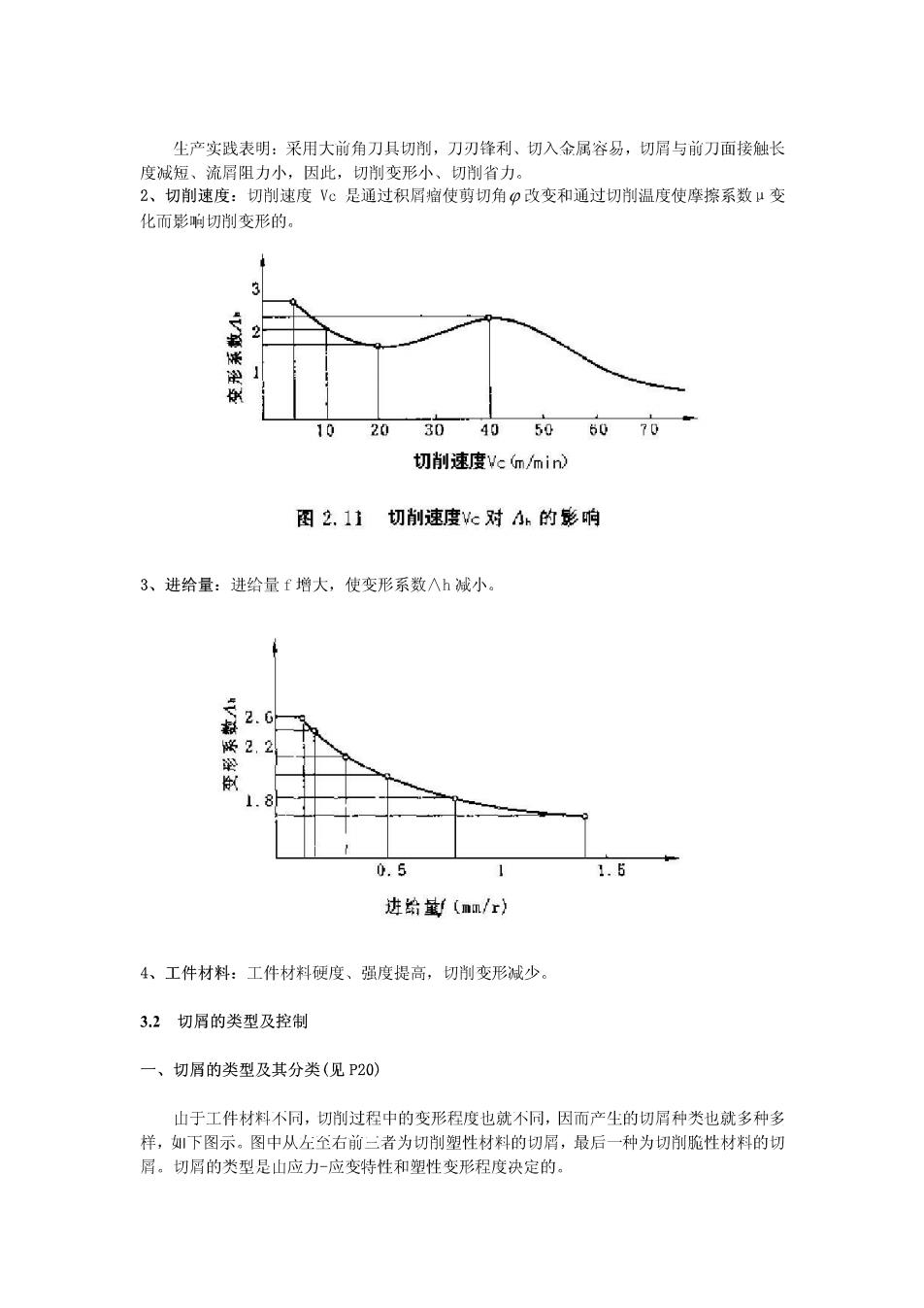
生产实践表明:采用大前角刀具切削,刀刃锋利、切入金属容易,切屑与前刀面接触长 度减短、流屑阻力小,因此,切削变形小、切削省力。 2、切削速度:切削速度V℃是通过积屑瘤使剪切角p改变和通过切削温度使摩擦系数μ变 化而影响切削变形的。 1 3 2 10 20 30 40 5060 70 切削速度Vc (m/min》 图2.11 切削速度c对小h的影响 3、进给量:进给量f增大,使变形系数∧h减小。 2. 1.8 0.5 1.5 进给f(mm/r 4、工件材料:工件材料硬度、强度提高,切削变形减少。 3.2切屑的类型及控制 一、切屑的类型及其分类(见P20) 山于工件材料不同,切削过程中的变形程度也就不同,因而产生的切屑种类也就多种多 样,如下图示。图中从左至右前二者为切削塑性材料的切屑,最后一种为切削脆性材料的切 屑。切屑的类型是山应力-应变特性和塑性变形程度决定的