正在加载图片...
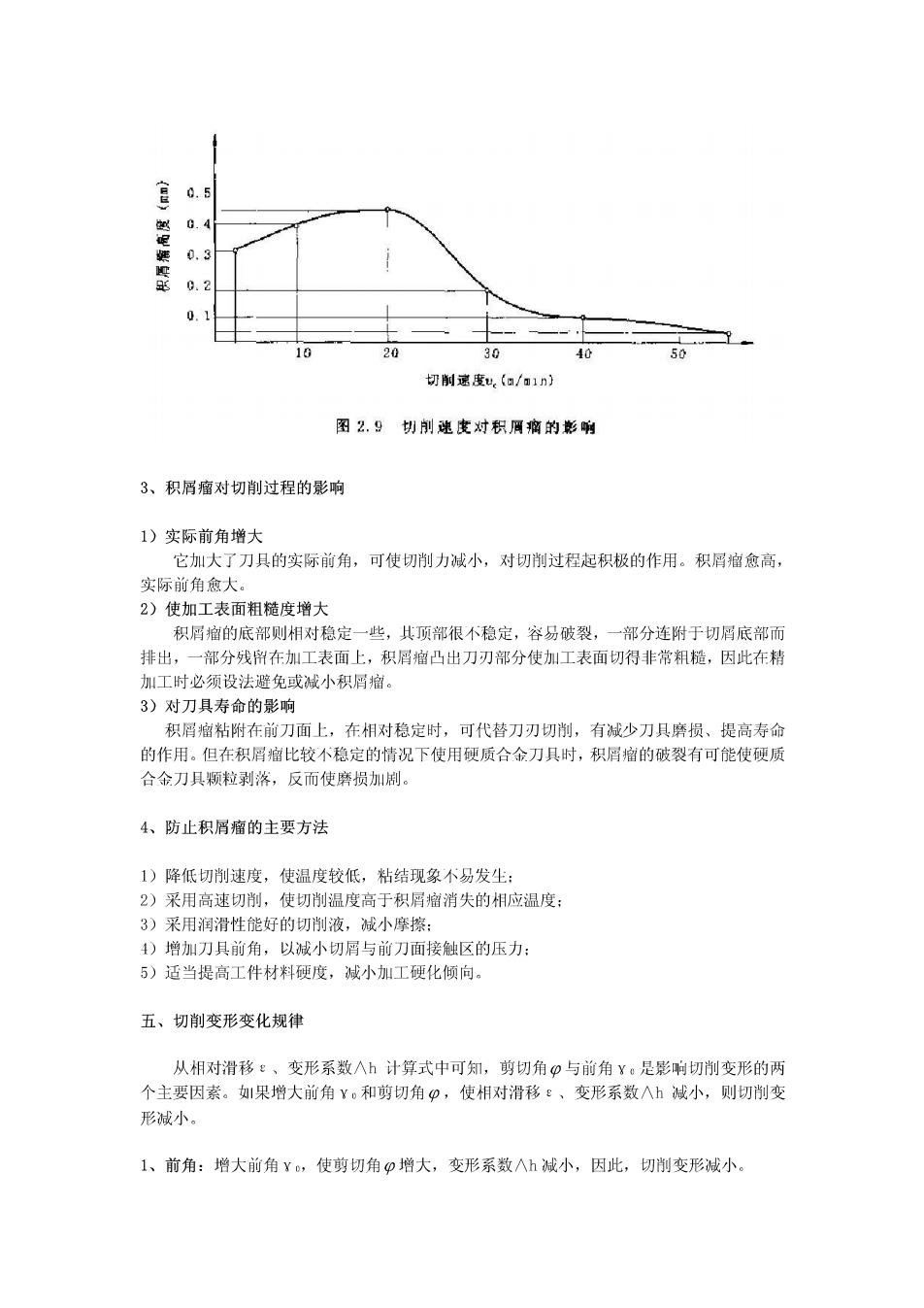
0.5 0. 3 0. 10 20 30 40 50 切削速度u.(a/m1n〕】 图2.9切削速度对积屑腐的影响 3、积屑瘤对切削过程的影响 1)实际前角增大 它加大了刀具的实际前角,可使切削力减小,对切削过程起积极的作用。积屑瘤愈高, 实际前角愈大。 2)使加工表面粗糙度增大 积屑瘤的底部则相对稳定一些,其顶部很不稳定,容易破裂,一部分连附于切屑底部而 排出,一部分残在加工表面上,积屑瘤凸出刀刃部分使加工表面切得非常粗糙,因此在精 加工时必须设法避免或减小积屑瘤。 3)对刀具寿命的影响 积屑瘤粘附在前刀面上,在相对稳定时,可代替刀刃切削,有减少刀具磨损、提高寿命 的作用。但在积屑瘤比较不稳定的情况下使用硬质合金刀具时,积屑瘤的破裂有可能使硬质 合金刀具颗粒剥落,反而使磨损加制。 4、防止积屑瘤的主要方法 1)降低切削速度,使温度较低,粘结现象个易发生: 2)采用高速切削,使切削温度高于积屑馏消失的用应温度: 3)采用润滑性能好的切削液,减小摩擦: 4)增加刀具前角,以减小切屑与前刀面接触区的压力: 5)适当提高工件材料硬度,减小加工硬化倾向。 五、切削变形变化规律 从相对滑移e、变形系数∧h计算式中可知,剪切角p与前角¥。是影响切削变形的两 个主要因素。果增大前角¥。和剪切角p,使相对滑移ε、变形系数∧h减小,则切削变 形减小。 1、前角:增大前角y,使剪切角p增大,变形系数∧h减小,因此,切削变形减小