正在加载图片...
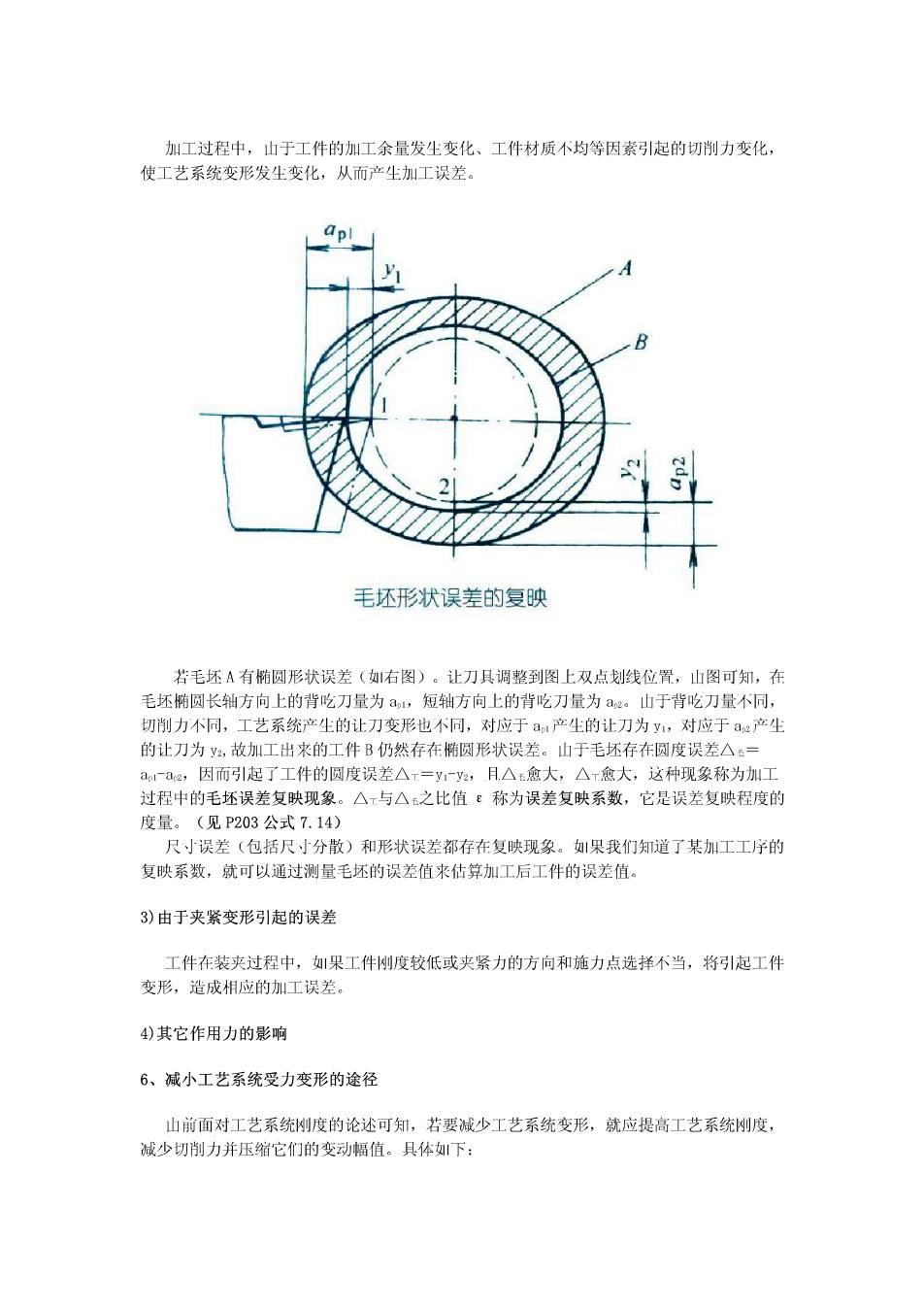
加工过程中,山于工件的加工余量发生变化、工件材质不均等因素引起的切削力变化, 使工艺系统变形发生变化,从而产生加工误差。 毛还形状误差的复映 若毛坯A有椭圆形状误差(如右图)。让刀具调整到图上双点划线位置,山图可知,在 毛坯椭圆长轴方向上的背吃刀量为a,短轴方向上的背吃刀量为a2。山于背吃刀量不同, 切削力不同,工艺系统产生的让刀变形也不同,对应于a1产生的让刀为y1,对应于a2产尘 的让刀为y2,故加工出来的工件B仍然存在椭圆形状误差。山于毛坯存在圆度误差△= a1-a2,因而引起了工件的圆度误差△r=y1-y2,月△愈大,△r愈大,这种现象称为加工 过程中的毛坯误差复映现象。△与△之比值ε称为误差复映系数,它是误差复映程度的 度量。(见P203公式7.14) 尺J误差(包括尺小分散)和形状误差都存在复映现象。果我们知道了某加工工序的 复映系数,就可以通过测量毛坯的误差值来估算加工后工件的误差值。 3)由于夹紧变形引起的误差 工件在装夹过程中,果工件刚度较低或夹紧力的方向和施力点选择不当,将引起工件 变形,造成相应的加工误差。 4)其它作用力的影响 6、减小工艺系统受力变形的途径 山前面对工艺系统喇度的论述可知,若要减少工艺系统变形,就应提高工艺系统州度, 减少切削力并压缩它们的变动幅值。具体下: