正在加载图片...
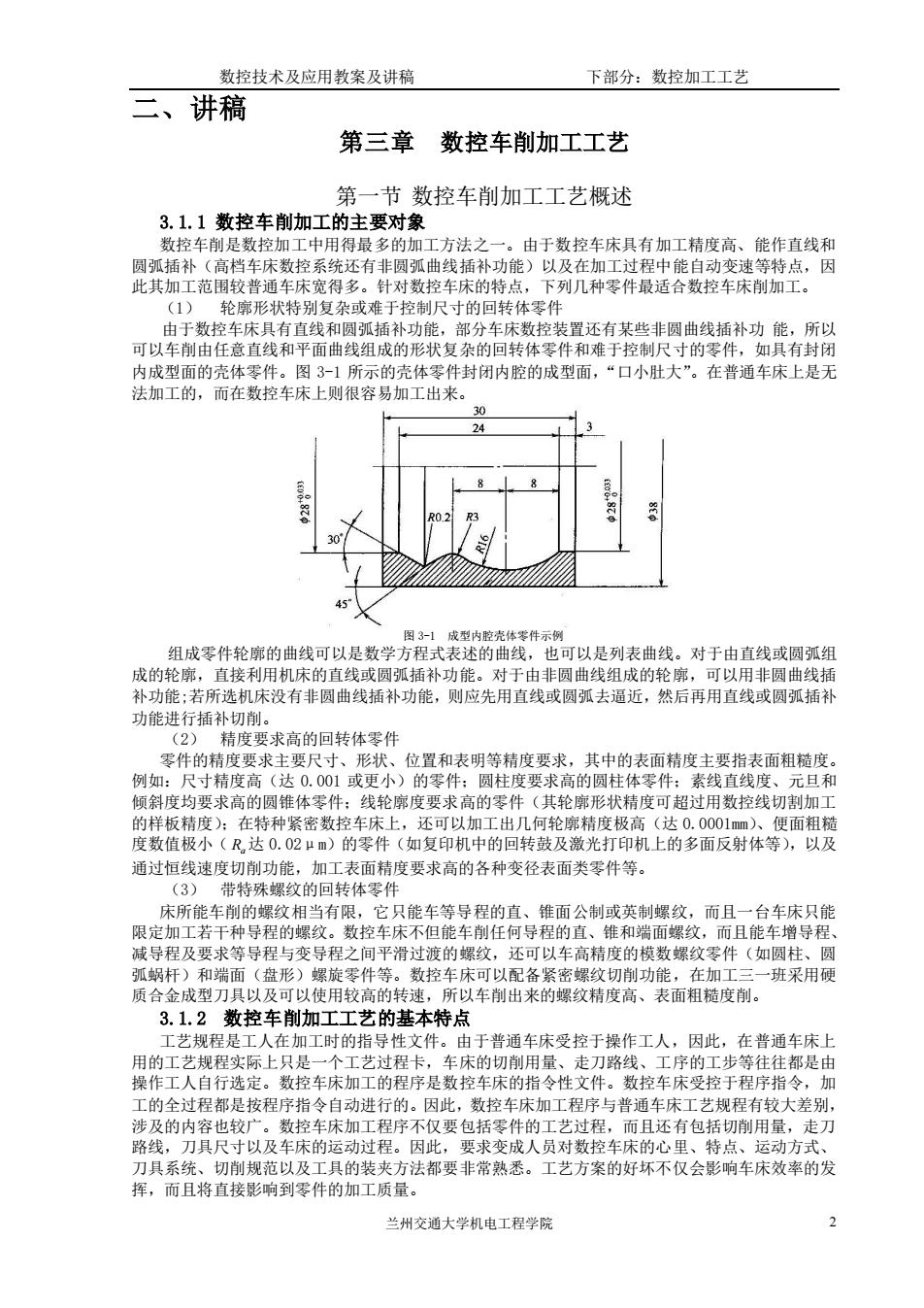
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第三章 数控车削加工工艺 第一节数控车削加工工艺概述 3.1.1数控车削加工的主要对象 数控车削是数控加工中用得最多的加工方法之一。由于数控车床具有加工精度高、能作直线和 圆弧插补(高档车床数控系统还有非圆弧曲线插补功能)以及在加工过程中能自动变速等特点,因 此其加工范围较普通车床宽得多。针对数控车床的特点,下列几种零件最适合数控车床削加工。 可以的于 露形状特别复杂或难于控制尺寸的回转体零件 还有某些非 插补功 所 内成型面 任查直线和平面曲线补分 体零件封闭内腔的成型面 法加工的,而在数控车床上则很容易加工出来 -1 组成零件轮廓的曲线可以是数学方程式表述的曲线,也可以是列表曲线。对于由直线或圆弧组 成的轮廓,直接利用机床的直线或圆弧插补功能。对于由非圆曲线组成的轮常,可以用非圆曲线插 补功能:若所选机床没有非圆曲线插补功能,则应先用直线或园弧去通近,然后再用直线或圆弧插补 功能进行插补切削 零件的桔府 求高的回转体零件 位罗和表明纯府票求,其中的 尺寸精度高(达0.001或更小)的零件: 周 素线直线度 倾斜度均要求高的圆锥体零件:线轮廊度要求高的零件(其轮廊形状精度可超过用数控线切制加工 的样板精度):在特种紧密数控车床上,还可以加工出几何轮廓精度极高(达0.O0O1m、便面粗键 度数值极小(R达0.02μm)的零件(如复印机中的回转鼓及激光打印机上的多面反射体等),以及 通过恒线速度切削功能,加工表面精度要求高的各种变径表面类零件等。 (3)带特殊螺纹的回转体零件 床所能车制的螺纹相当有限,它只能车等导程的直、锥面公制或英制螺纹,而且一台车床只能 限定加工若干种导程的螺纹。数控车床不但能车削任何导程的直、锥和端面螺纹,而且能车增导程、 减导程及要求等导程与变导程之间平滑过渡的螺纹,还可以车高精度的模数螺纹零件(如圆柱、圆 区蜗杆)和瑞面〈登形蝶旋老件等。数控车床可以配备紧密蝶纹切削功能。在加 一班采用 质合金局 具以及可以使用较高的 车削出来的螺纹精度高、表面粗糙度削 3.1.2数控车削加工工艺的基本特点 工艺规程是 工人在加工时的指导性文件。由于普通车床受控于操作工人,因此,在普通车床上 拉序的工步 往往都是由 hn- 与普 的 动方式 刀具系统、切削规范以及工具的装夹方法都要非常熟悉。工艺方案的好坏不仅会影响车床效率的发 挥,而且将直接影响到零件的加工质量。 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第三章 数控车削加工工艺 第一节 数控车削加工工艺概述 3.1.1 数控车削加工的主要对象 数控车削是数控加工中用得最多的加工方法之一。由于数控车床具有加工精度高、能作直线和 圆弧插补(高档车床数控系统还有非圆弧曲线插补功能)以及在加工过程中能自动变速等特点,因 此其加工范围较普通车床宽得多。针对数控车床的特点,下列几种零件最适合数控车床削加工。 (1) 轮廓形状特别复杂或难于控制尺寸的回转体零件 由于数控车床具有直线和圆弧插补功能,部分车床数控装置还有某些非圆曲线插补功 能,所以 可以车削由任意直线和平面曲线组成的形状复杂的回转体零件和难于控制尺寸的零件,如具有封闭 内成型面的壳体零件。图 3-1 所示的壳体零件封闭内腔的成型面,“口小肚大”。在普通车床上是无 法加工的,而在数控车床上则很容易加工出来。 图 3-1 成型内腔壳体零件示例 组成零件轮廓的曲线可以是数学方程式表述的曲线,也可以是列表曲线。对于由直线或圆弧组 成的轮廓,直接利用机床的直线或圆弧插补功能。对于由非圆曲线组成的轮廓,可以用非圆曲线插 补功能;若所选机床没有非圆曲线插补功能,则应先用直线或圆弧去逼近,然后再用直线或圆弧插补 功能进行插补切削。 (2) 精度要求高的回转体零件 零件的精度要求主要尺寸、形状、位置和表明等精度要求,其中的表面精度主要指表面粗糙度。 例如:尺寸精度高(达 0.001 或更小)的零件;圆柱度要求高的圆柱体零件;素线直线度、元旦和 倾斜度均要求高的圆锥体零件;线轮廓度要求高的零件(其轮廓形状精度可超过用数控线切割加工 的样板精度);在特种紧密数控车床上,还可以加工出几何轮廓精度极高(达 0.0001mm)、便面粗糙 度数值极小( Ra 达 0.02μm)的零件(如复印机中的回转鼓及激光打印机上的多面反射体等),以及 通过恒线速度切削功能,加工表面精度要求高的各种变径表面类零件等。 (3) 带特殊螺纹的回转体零件 床所能车削的螺纹相当有限,它只能车等导程的直、锥面公制或英制螺纹,而且一台车床只能 限定加工若干种导程的螺纹。数控车床不但能车削任何导程的直、锥和端面螺纹,而且能车增导程、 减导程及要求等导程与变导程之间平滑过渡的螺纹,还可以车高精度的模数螺纹零件(如圆柱、圆 弧蜗杆)和端面(盘形)螺旋零件等。数控车床可以配备紧密螺纹切削功能,在加工三一班采用硬 质合金成型刀具以及可以使用较高的转速,所以车削出来的螺纹精度高、表面粗糙度削。 3.1.2 数控车削加工工艺的基本特点 工艺规程是工人在加工时的指导性文件。由于普通车床受控于操作工人,因此,在普通车床上 用的工艺规程实际上只是一个工艺过程卡,车床的切削用量、走刀路线、工序的工步等往往都是由 操作工人自行选定。数控车床加工的程序是数控车床的指令性文件。数控车床受控于程序指令,加 工的全过程都是按程序指令自动进行的。因此,数控车床加工程序与普通车床工艺规程有较大差别, 涉及的内容也较广。数控车床加工程序不仅要包括零件的工艺过程,而且还有包括切削用量,走刀 路线,刀具尺寸以及车床的运动过程。因此,要求变成人员对数控车床的心里、特点、运动方式、 刀具系统、切削规范以及工具的装夹方法都要非常熟悉。工艺方案的好坏不仅会影响车床效率的发 挥,而且将直接影响到零件的加工质量