正在加载图片...
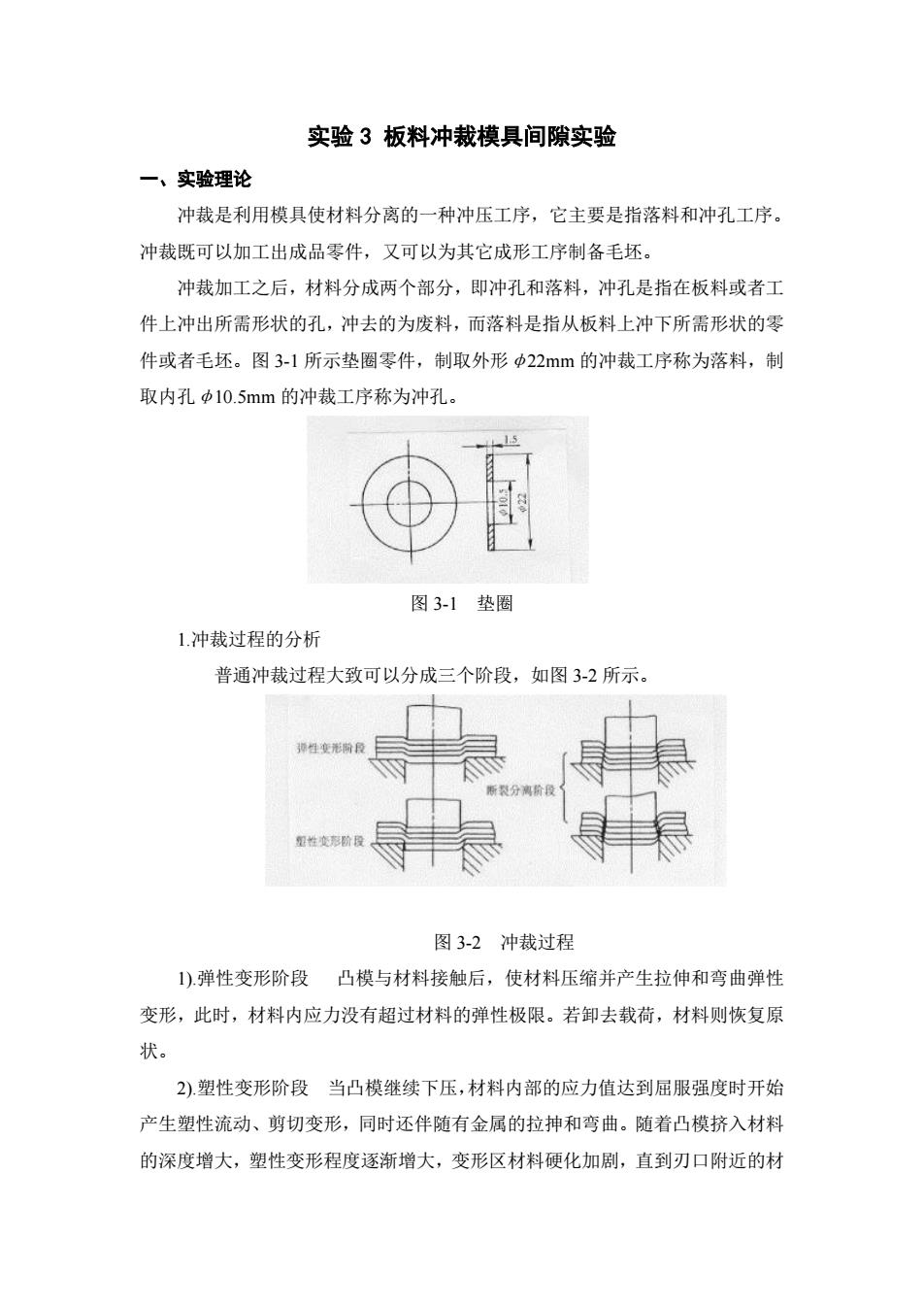
实验3板料冲裁模具间隙实验 一、实验理论 冲裁是利用模具使材料分离的一种冲压工序,它主要是指落料和冲孔工序 冲裁既可以加工出成品零件,又可以为其它成形工序制备毛坯。 冲裁加工之后,材料分成两个部分,即冲孔和落料,冲孔是指在板料或者工 件上冲出所需形状的孔,冲去的为废料,而落料是指从板料上冲下所需形状的零 件或者毛坯。图3-1所示垫圈零件,制取外形中22mm的冲裁工序称为落料,制 取内孔中10.5mm的冲裁工序称为冲孔。 图31垫圈 1冲裁过程的分析 普通冲裁过程大致可以分成三个阶段,如图3-2所示。 性变形段目 分离阶 图性变慕阶授 图3-2冲裁过程 ).弹性变形阶段凸模与材料接触后,使材料压缩并产生拉伸和弯曲弹性 变形,此时,材料内应力没有超过材料的弹性极限。若卸去载荷,材料则恢复原 状。 2).塑性变形阶段当凸模继续下压,材料内部的应力值达到屈服强度时开始 产生塑性流动、剪切变形,同时还伴随有金属的拉抻和弯曲。随着凸模挤入材料 的深度增大,塑性变形程度逐渐增大,变形区材料硬化加剧,直到刃口附近的材实验 3 板料冲裁模具间隙实验 一、实验理论 冲裁是利用模具使材料分离的一种冲压工序,它主要是指落料和冲孔工序。 冲裁既可以加工出成品零件,又可以为其它成形工序制备毛坯。 冲裁加工之后,材料分成两个部分,即冲孔和落料,冲孔是指在板料或者工 件上冲出所需形状的孔,冲去的为废料,而落料是指从板料上冲下所需形状的零 件或者毛坯。图 3-1 所示垫圈零件,制取外形φ22mm 的冲裁工序称为落料,制 取内孔φ10.5mm 的冲裁工序称为冲孔。 图 3-1 垫圈 1.冲裁过程的分析 普通冲裁过程大致可以分成三个阶段,如图 3-2 所示。 图 3-2 冲裁过程 1).弹性变形阶段 凸模与材料接触后,使材料压缩并产生拉伸和弯曲弹性 变形,此时,材料内应力没有超过材料的弹性极限。若卸去载荷,材料则恢复原 状。 2).塑性变形阶段 当凸模继续下压,材料内部的应力值达到屈服强度时开始 产生塑性流动、剪切变形,同时还伴随有金属的拉抻和弯曲。随着凸模挤入材料 的深度增大,塑性变形程度逐渐增大,变形区材料硬化加剧,直到刃口附近的材