正在加载图片...
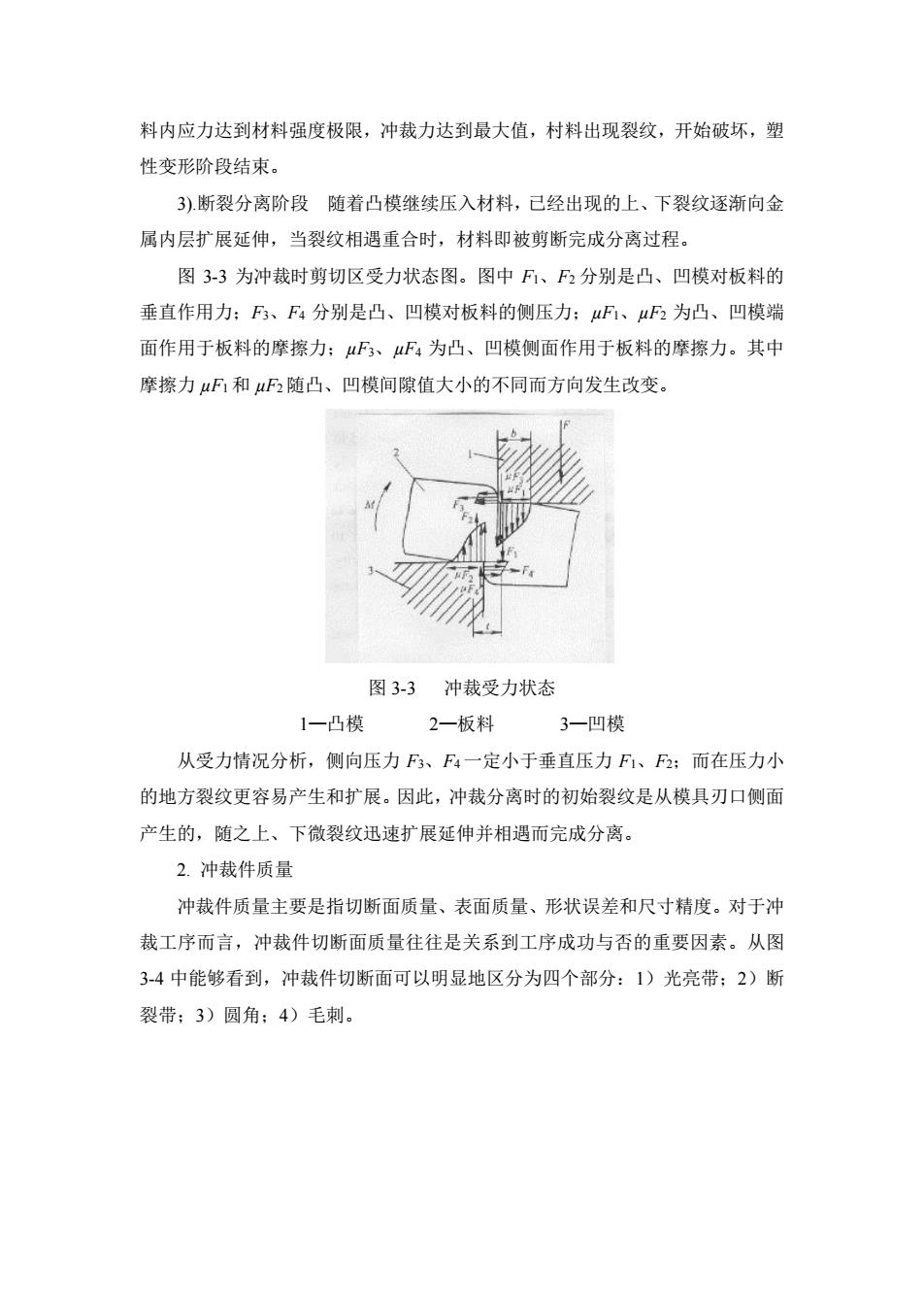
料内应力达到材料强度极限,冲裁力达到最大值,村料出现裂纹,开始破坏,塑 性变形阶段结束。 3).断裂分离阶段随着凸模继续压入材料,己经出现的上、下裂纹逐渐向金 属内层扩展延伸,当裂纹相遇重合时,材料即被剪断完成分离过程。 图3-3为冲裁时剪切区受力状态图。图中、F分别是凸、凹模对板料的 垂直作用力:F、F分别是凸、凹模对板料的侧压力:F、uF2为凸、凹模端 面作用于板料的摩擦力:F、F为凸、凹模侧面作用于板料的摩擦力。其中 摩擦力uF和F随凸、凹模间隙值大小的不同而方向发生改变。 图3-3冲裁受力状态 1一凸模 2一板料 3一凹模 从受力情况分析,侧向压力F、F4一定小于垂直压力F1、F2:而在压力小 的地方裂纹更容易产生和扩展。因此,冲裁分离时的初始裂纹是从模具刃口侧面 产生的,随之上、下微裂纹迅速扩展延伸并相遇而完成分离。 2.冲裁件质量 冲裁件质量主要是指切断面质量、表面质量、形状误差和尺寸精度。对于冲 裁工序而言,冲裁件切断面质量往往是关系到工序成功与否的重要因素。从图 3-4中能够看到,冲裁件切断面可以明显地区分为四个部分:1)光亮带;2)断 裂带:3)圆角:4)毛刺。 料内应力达到材料强度极限,冲裁力达到最大值,村料出现裂纹,开始破坏,塑 性变形阶段结束。 3).断裂分离阶段 随着凸模继续压入材料,已经出现的上、下裂纹逐渐向金 属内层扩展延伸,当裂纹相遇重合时,材料即被剪断完成分离过程。 图 3-3 为冲裁时剪切区受力状态图。图中 F1、F2 分别是凸、凹模对板料的 垂直作用力;F3、F4 分别是凸、凹模对板料的侧压力;µF1、µF2 为凸、凹模端 面作用于板料的摩擦力;µF3、µF4 为凸、凹模侧面作用于板料的摩擦力。其中 摩擦力 µF1 和 µF2 随凸、凹模间隙值大小的不同而方向发生改变。 图 3-3 冲裁受力状态 1—凸模 2—板料 3—凹模 从受力情况分析,侧向压力 F3、F4 一定小于垂直压力 F1、F2;而在压力小 的地方裂纹更容易产生和扩展。因此,冲裁分离时的初始裂纹是从模具刃口侧面 产生的,随之上、下微裂纹迅速扩展延伸并相遇而完成分离。 2. 冲裁件质量 冲裁件质量主要是指切断面质量、表面质量、形状误差和尺寸精度。对于冲 裁工序而言,冲裁件切断面质量往往是关系到工序成功与否的重要因素。从图 3-4 中能够看到,冲裁件切断面可以明显地区分为四个部分:1)光亮带;2)断 裂带;3)圆角;4)毛刺