正在加载图片...
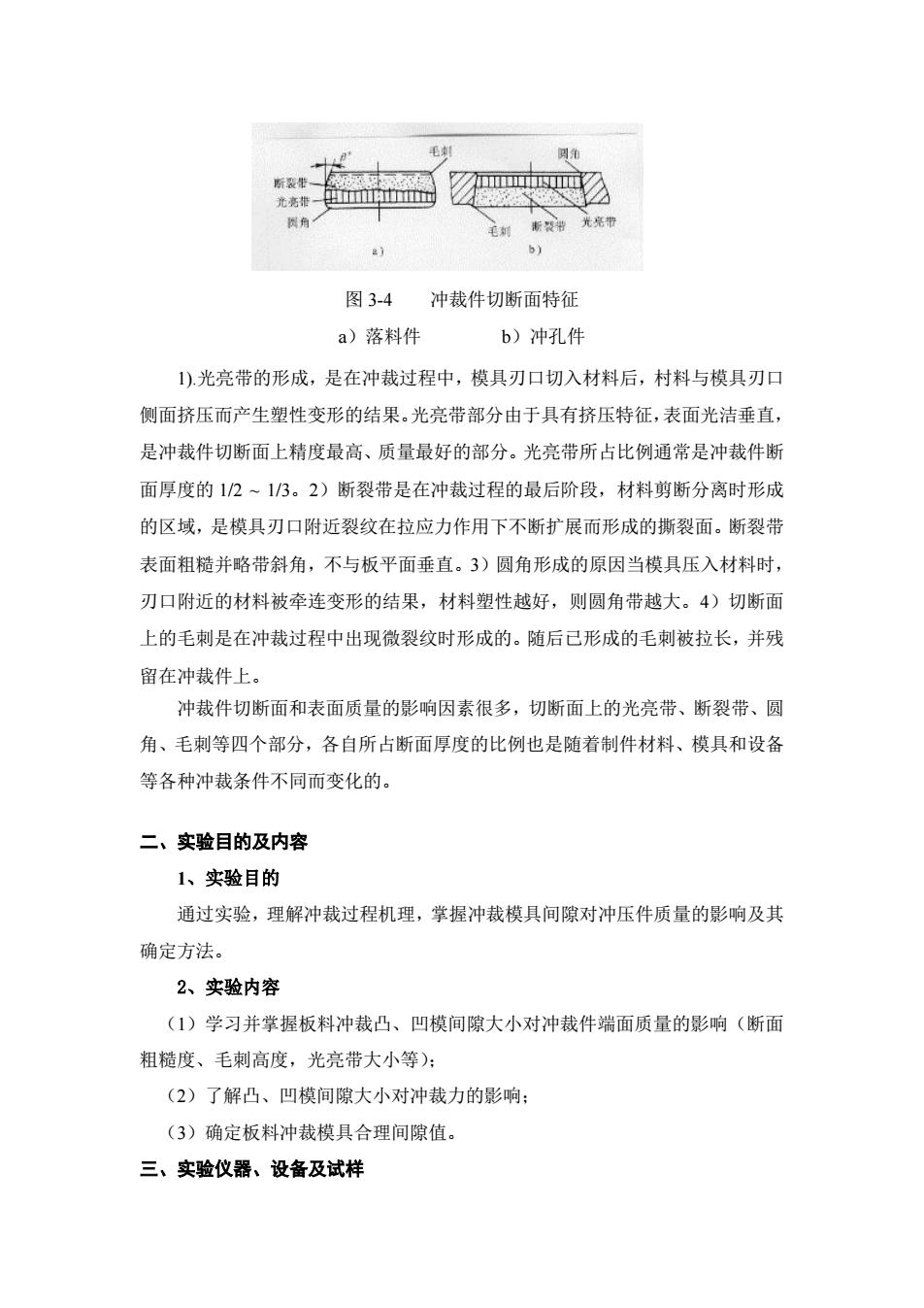
毛 2 图34冲裁件切断面特征 a)落料件 b)冲孔件 1).光亮带的形成,是在冲裁过程中,模具刃口切入材料后,村料与模具刃口 侧面挤压而产生塑性变形的结果。光亮带部分由于具有挤压特征,表面光洁垂直 是冲裁件切断面上精度最高、质量最好的部分。光亮带所占比例通常是冲裁件断 面厚度的12~1/3.2)断裂带是在冲裁过程的最后阶段,材料剪断分离时形成 的区域,是模具刃口附近裂纹在拉应力作用下不断扩展而形成的撕裂面。断裂带 表面粗糙并略带斜角,不与板平面垂直。3)圆角形成的原因当模具压入材料时, 刃口附近的材料被牵连变形的结果,材料塑性越好,则圆角带越大。4)切断面 上的毛刺是在冲裁过程中出现微裂纹时形成的。随后已形成的毛刺被拉长,并残 留在冲裁件上。 冲裁件切断面和表面质量的影响因素很多,切断面上的光亮带、断裂带、圆 角、毛刺等四个部分,各自所占断面厚度的比例也是随着制件材料、模具和设备 等各种冲裁条件不同而变化的。 二、实验目的及内容 1、实验目的 通过实验,理解冲裁过程机理,掌握冲裁模具间隙对冲压件质量的影响及其 确定方法。 2、实验内容 (1)学习并掌握板料冲裁凸、凹模间隙大小对冲裁件端面质量的影响(断面 粗糙度、毛刺高度,光亮带大小等): (2)了解凸、凹模间隙大小对冲裁力的影响: (3)确定板料冲裁模具合理间隙值。 三、实验仪器、设备及试样图 3-4 冲裁件切断面特征 a)落料件 b)冲孔件 1).光亮带的形成,是在冲裁过程中,模具刃口切入材料后,村料与模具刃口 侧面挤压而产生塑性变形的结果。光亮带部分由于具有挤压特征,表面光洁垂直, 是冲裁件切断面上精度最高、质量最好的部分。光亮带所占比例通常是冲裁件断 面厚度的 1/2 ~ 1/3。2)断裂带是在冲裁过程的最后阶段,材料剪断分离时形成 的区域,是模具刃口附近裂纹在拉应力作用下不断扩展而形成的撕裂面。断裂带 表面粗糙并略带斜角,不与板平面垂直。3)圆角形成的原因当模具压入材料时, 刃口附近的材料被牵连变形的结果,材料塑性越好,则圆角带越大。4)切断面 上的毛刺是在冲裁过程中出现微裂纹时形成的。随后已形成的毛刺被拉长,并残 留在冲裁件上。 冲裁件切断面和表面质量的影响因素很多,切断面上的光亮带、断裂带、圆 角、毛刺等四个部分,各自所占断面厚度的比例也是随着制件材料、模具和设备 等各种冲裁条件不同而变化的。 二、实验目的及内容 1、实验目的 通过实验,理解冲裁过程机理,掌握冲裁模具间隙对冲压件质量的影响及其 确定方法。 2、实验内容 (1)学习并掌握板料冲裁凸、凹模间隙大小对冲裁件端面质量的影响(断面 粗糙度、毛刺高度,光亮带大小等); (2)了解凸、凹模间隙大小对冲裁力的影响; (3)确定板料冲裁模具合理间隙值。 三、实验仪器、设备及试样