正在加载图片...
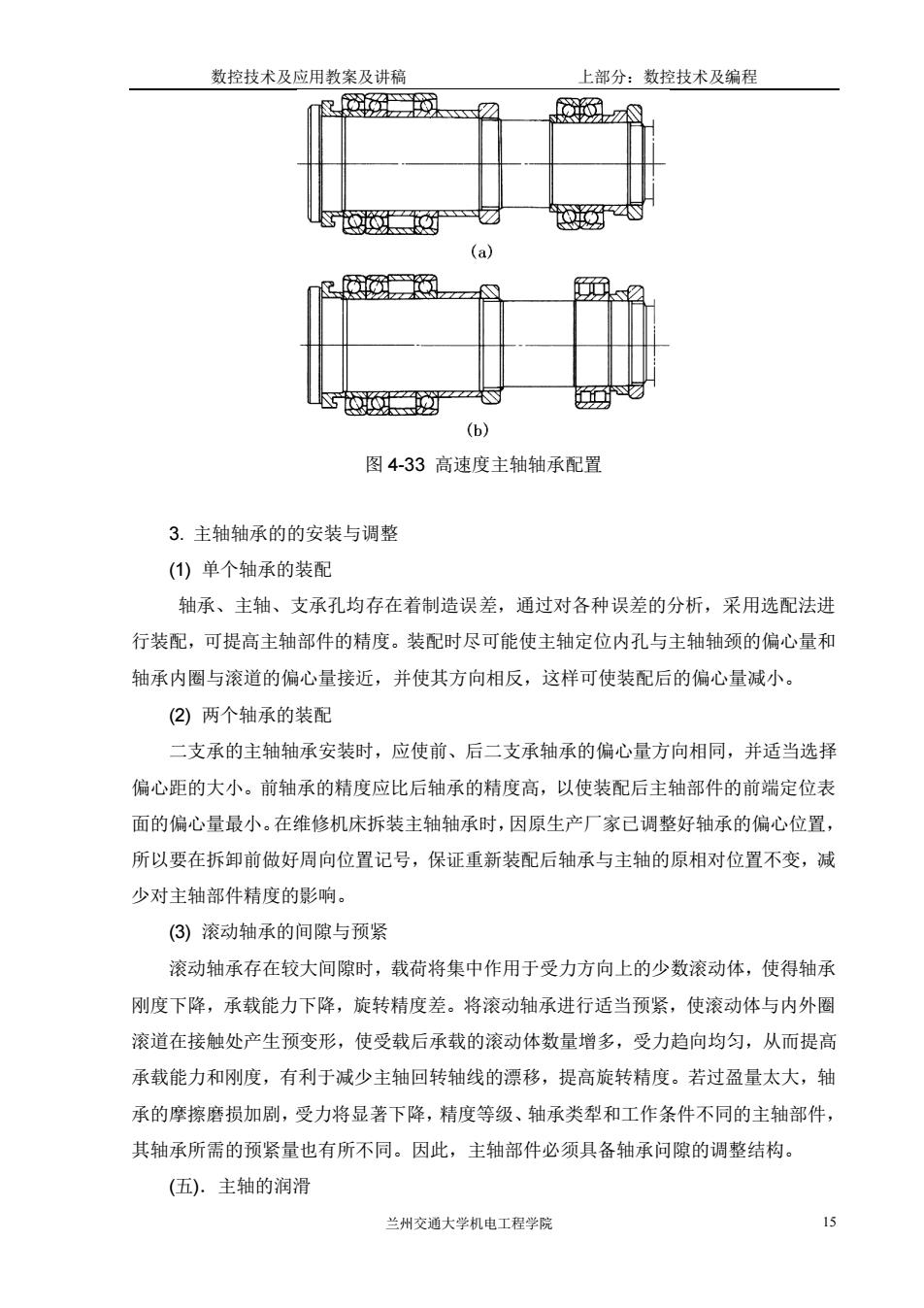
数控技术及应用数案及讲癌 上部分:数控技术及编程 so o o (6) 图4-33高速度主轴轴承配置 3.主轴轴承的的安装与调整 (1)单个轴承的装配 轴承、主轴、支承孔均存在着制造误差,通过对各种误差的分析,采用选配法进 行装配,可提高主轴部件的精度。装配时尽可能使主轴定位内孔与主轴轴颈的偏心量和 轴承内圈与滚道的偏心量接近,并使其方向相反,这样可使装配后的偏心量减小。 ②)两个轴承的装配 二支承的主轴轴承安装时,应使前、后二支承轴承的偏心量方向相同,并适当选择 偏心距的大小。前轴承的精度应比后轴承的精度高,以使装配后主轴部件的前端定位表 面的偏心量最小。在维修机床拆装主轴轴承时,因原生产厂家已调整好轴承的偏心位置, 所以要在拆卸前做好周向位置记号,保证重新装配后轴承与主轴的原相对位置不变,减 少对主轴部件精度的影响。 (3)滚动轴承的间隙与预紧 滚动轴承存在较大间隙时,载荷将集中作用于受力方向上的少数滚动体,使得轴承 刚度下降,承载能力下降,旋转精度差。将滚动轴承进行适当预紧,使滚动体与内外圈 滚道在接触处产生预变形,使受载后承载的滚动体数量增多,受力趋向均匀,从而提高 承载能力和刚度,有利于减少主轴回转轴线的漂移,提高旋转精度。若过盈量太大,轴 承的摩擦磨损加剧,受力将显著下降,精度等级、轴承类犁和工作条件不同的主轴部件, 其轴承所需的预紧量也有所不同。因此,主轴部件必须具备轴承问隙的调整结构。 (伍).主轴的润滑 兰州交通大学机电工程学院 5数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 15 图 4-33 高速度主轴轴承配置 3. 主轴轴承的的安装与调整 (1) 单个轴承的装配 轴承、主轴、支承孔均存在着制造误差,通过对各种误差的分析,采用选配法进 行装配,可提高主轴部件的精度。装配时尽可能使主轴定位内孔与主轴轴颈的偏心量和 轴承内圈与滚道的偏心量接近,并使其方向相反,这样可使装配后的偏心量减小。 (2) 两个轴承的装配 二支承的主轴轴承安装时,应使前、后二支承轴承的偏心量方向相同,并适当选择 偏心距的大小。前轴承的精度应比后轴承的精度高,以使装配后主轴部件的前端定位表 面的偏心量最小。在维修机床拆装主轴轴承时,因原生产厂家已调整好轴承的偏心位置, 所以要在拆卸前做好周向位置记号,保证重新装配后轴承与主轴的原相对位置不变,减 少对主轴部件精度的影响。 (3) 滚动轴承的间隙与预紧 滚动轴承存在较大间隙时,载荷将集中作用于受力方向上的少数滚动体,使得轴承 刚度下降,承载能力下降,旋转精度差。将滚动轴承进行适当预紧,使滚动体与内外圈 滚道在接触处产生预变形,使受载后承载的滚动体数量增多,受力趋向均匀,从而提高 承载能力和刚度,有利于减少主轴回转轴线的漂移,提高旋转精度。若过盈量太大,轴 承的摩擦磨损加剧,受力将显著下降,精度等级、轴承类犁和工作条件不同的主轴部件, 其轴承所需的预紧量也有所不同。因此,主轴部件必须具备轴承问隙的调整结构。 (五).主轴的润滑