正在加载图片...
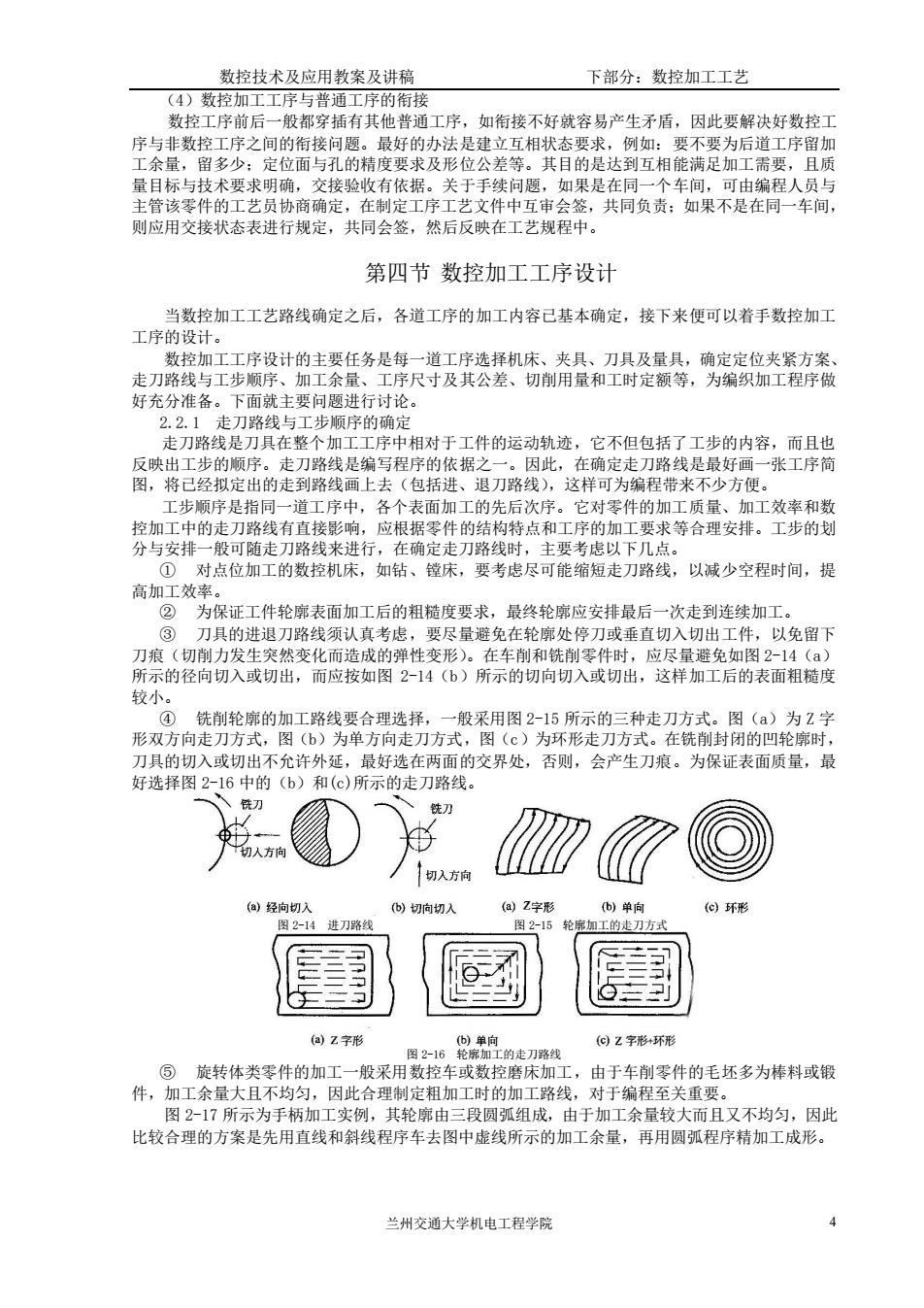
数控技术及应用教案及讲稿 下部分:数控加工工艺 (4)数控加工工序与普通工序的衔接 数控工序前后一般都穿插有其他普通工序,如衔接不好就容易产生矛盾,因此要解决好数控工 序与非数控工序之间的衔接问题。最好的办法是建立互相状态要求,例如:要不要为后道工序留加 工余量,留多少:定位面与孔的精度要求及形位公差等。其目的是达到互相能满足加工需要,且质 米 手续问毯 人 则应用交接状态表进行规定,共同会签,然后反映在工艺规程叫 第四节数控加工工序设计 当数控加工工艺路线确定之后,各道工序的加工内容已基本确定,接下来便可以着手数控加 工序的设计 数控加工工序设计的主要任务是每一道工序选择机床、夹具、刀具及量具,确定定位夹紧方案 走刀路线与工步顺序、加工余量、 工序尺寸及其公差、切削用量和工时定额等,为编织加工程序做 好充分准备。下面就主要问题进行讨论。 2.2.1走刀路线与工步顺序的确定 走刀路线是刀具在整个加工工序中相对于工件的运动轨迹,它不但包括了工步的内容,而且也 是编写程序的依 拟定出的走 。因此,在确定走刀线 一张工序简 到香 上去(包用 退刀路线) 少方便 中,各个表面加工的先后次序 。它对零件的加 安 的 确定走 虑以下 对点位加工的数控机床,如钻、床,要考忠尽可能缩走刀路线以减少空程时间,提 高加工 ②为保证工件轮廓表面加工后的粗糙度要求,最终轮廓应安排最后一次走到连续加工 ③刀具的进退刀路线须认真考虑,要尽量避免在轮廓处停刀或垂直切入切出工件,以免留下 刀痕(切削力发生突然变化而造成的弹性变形)。在车削和铣削零件时,应尽量避免如图2-14() 所示的径向切入或切出,而应按如图2-14(b)所示的切向切入或切出,这样加工后的表面粗糙度 较小。 方 般采用图25所示的三种走刀 前封图的为z 的 入或切出不 最好选在两 和心)所示的走刀路 的交界处,否则,会产生刀痕。为保证表面质量,最 切入方向 切向切入 单 (a)Z字形 (©)乙字形+环形 图2-16 刀路线 一旋转 类零件的加工 由于车制零件的毛坯多为棒料或锻 件, 线 2-17月 粗加工时的 余量较 图中 所示的加工余量, 序精加 工成形 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 (4)数控加工工序与普通工序的衔接 数控工序前后一般都穿插有其他普通工序,如衔接不好就容易产生矛盾,因此要解决好数控工 序与非数控工序之间的衔接问题。最好的办法是建立互相状态要求,例如:要不要为后道工序留加 工余量,留多少;定位面与孔的精度要求及形位公差等。其目的是达到互相能满足加工需要,且质 量目标与技术要求明确,交接验收有依据。关于手续问题,如果是在同一个车间,可由编程人员与 主管该零件的工艺员协商确定,在制定工序工艺文件中互审会签,共同负责;如果不是在同一车间, 则应用交接状态表进行规定,共同会签,然后反映在工艺规程中。 第四节 数控加工工序设计 当数控加工工艺路线确定之后,各道工序的加工内容已基本确定,接下来便可以着手数控加工 工序的设计。 数控加工工序设计的主要任务是每一道工序选择机床、夹具、刀具及量具,确定定位夹紧方案、 走刀路线与工步顺序、加工余量、工序尺寸及其公差、切削用量和工时定额等,为编织加工程序做 好充分准备。下面就主要问题进行讨论。 2.2.1 走刀路线与工步顺序的确定 走刀路线是刀具在整个加工工序中相对于工件的运动轨迹,它不但包括了工步的内容,而且也 反映出工步的顺序。走刀路线是编写程序的依据之一。因此,在确定走刀路线是最好画一张工序简 图,将已经拟定出的走到路线画上去(包括进、退刀路线),这样可为编程带来不少方便。 工步顺序是指同一道工序中,各个表面加工的先后次序。它对零件的加工质量、加工效率和数 控加工中的走刀路线有直接影响,应根据零件的结构特点和工序的加工要求等合理安排。工步的划 分与安排一般可随走刀路线来进行,在确定走刀路线时,主要考虑以下几点。 ① 对点位加工的数控机床,如钻、镗床,要考虑尽可能缩短走刀路线,以减少空程时间,提 高加工效率。 ② 为保证工件轮廓表面加工后的粗糙度要求,最终轮廓应安排最后一次走到连续加工。 ③ 刀具的进退刀路线须认真考虑,要尽量避免在轮廓处停刀或垂直切入切出工件,以免留下 刀痕(切削力发生突然变化而造成的弹性变形)。在车削和铣削零件时,应尽量避免如图 2-14(a) 所示的径向切入或切出,而应按如图 2-14(b)所示的切向切入或切出,这样加工后的表面粗糙度 较小。 ④ 铣削轮廓的加工路线要合理选择,一般采用图 2-15 所示的三种走刀方式。图(a)为 Z 字 形双方向走刀方式,图(b)为单方向走刀方式,图(c)为环形走刀方式。在铣削封闭的凹轮廓时, 刀具的切入或切出不允许外延,最好选在两面的交界处,否则,会产生刀痕。为保证表面质量,最 好选择图 2-16 中的(b)和(c)所示的走刀路线。 图 2-14 进刀路线 图 2-15 轮廓加工的走刀方式 图 2-16 轮廓加工的走刀路线 ⑤ 旋转体类零件的加工一般采用数控车或数控磨床加工,由于车削零件的毛坯多为棒料或锻 件,加工余量大且不均匀,因此合理制定粗加工时的加工路线,对于编程至关重要。 图 2-17 所示为手柄加工实例,其轮廓由三段圆弧组成,由于加工余量较大而且又不均匀,因此 比较合理的方案是先用直线和斜线程序车去图中虚线所示的加工余量,再用圆弧程序精加工成形