正在加载图片...
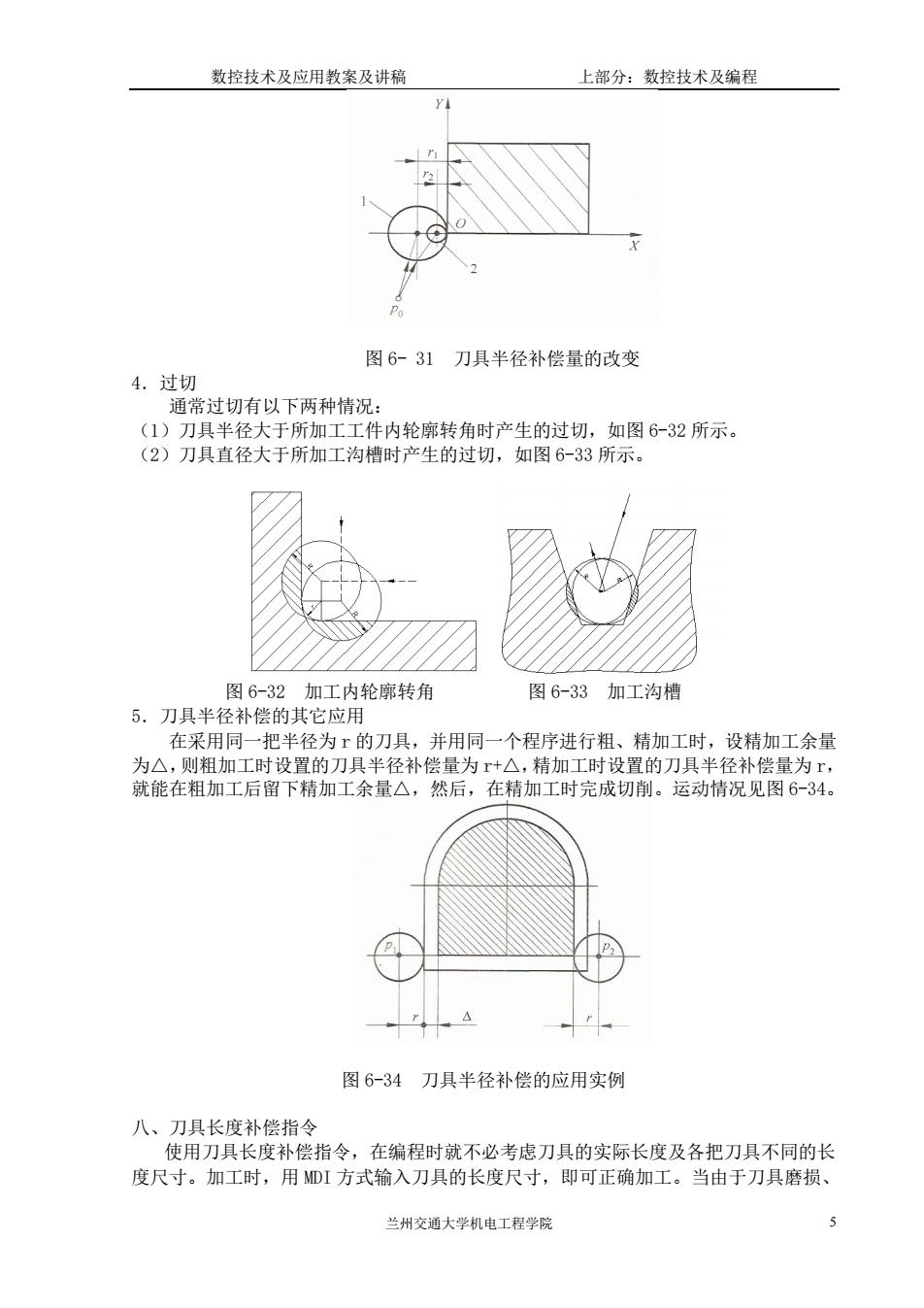
数控技术及应用教案及讲稿 上部分:数控技术及编程 图6-31刀具半径补偿量的改变 4.过 通常过切有以下两种情况 (1)刀具半径大于所加工工件内轮廓转角时产生的过切,如图6-32所示。 (2)刀具直径大于所加工沟槽时产生的过切,如图6-33所示。 图6-32加工内轮廓转角 图6-33加工沟槽 5.刀具半径补偿的其它应用 在采用同一把半径为r的刀具,并用同一个程序进行粗、精加工时,设精加工余量 为△,则粗加工时设置的刀具半径补偿量为+△,精加工时设置的刀具半径补偿量为r, 就能在粗加工后留下精加工余量△,然后,在精加工时完成切削。运动情况见图6-34。 图6-34刀具半径补偿的应用实例 八、刀具长度补偿指令 使用刀具长度补偿指令,在编程时就不必考虑刀具的实际长度及各把刀具不同的长 度尺寸。加工时,用MDI方式输入刀具的长度尺寸,即可正确加工。当由于刀具磨损、 兰州交通大学机电工程学院 5 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 5 图 6- 31 刀具半径补偿量的改变 4.过切 通常过切有以下两种情况: (1)刀具半径大于所加工工件内轮廓转角时产生的过切,如图 6-32 所示。 (2)刀具直径大于所加工沟槽时产生的过切,如图 6-33 所示。 图 6-32 加工内轮廓转角 图 6-33 加工沟槽 5.刀具半径补偿的其它应用 在采用同一把半径为 r 的刀具,并用同一个程序进行粗、精加工时,设精加工余量 为△,则粗加工时设置的刀具半径补偿量为 r+△,精加工时设置的刀具半径补偿量为 r, 就能在粗加工后留下精加工余量△,然后,在精加工时完成切削。运动情况见图 6-34。 图 6-34 刀具半径补偿的应用实例 八、刀具长度补偿指令 使用刀具长度补偿指令,在编程时就不必考虑刀具的实际长度及各把刀具不同的长 度尺寸。加工时,用 MDI 方式输入刀具的长度尺寸,即可正确加工。当由于刀具磨损