正在加载图片...
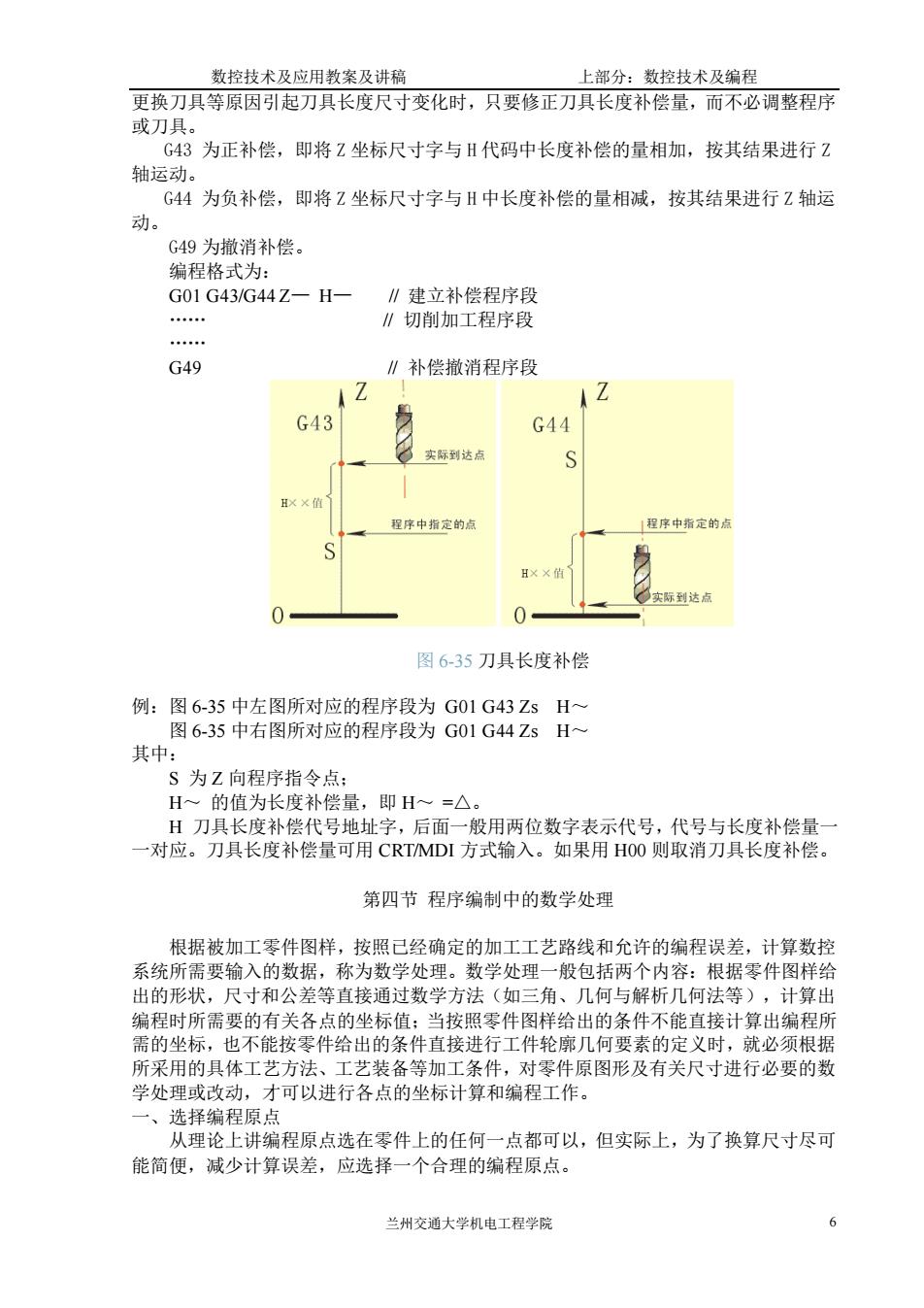
数控技术及应用数案及讲高 上部分:数控技术及编程 更换刀具等原因引起刀具长度尺寸变化时,只要修正刀具长度补偿量,而不必调整程序 或刀具。 G43为正补偿,即将Z坐标尺寸字与H代码中长度补偿的量相加,按其结果进行乙 轴运动。 G44为负补偿,即将Z坐标尺寸字与H中长度补偿的量相减,按其结果进行Z轴运 动。 G49为撤消补偿。 积格式为】 G01G43/G44Z-H ∥建立补偿程序段 ∥切削加工程序段 G49 ∥补偿撤消程序段 2 G43 G44 了实际到达点 程序中折定的点 程序中指定的 0- 图6-35刀具长度补偿 例:图6-35中左图所对应的程序段为G01G43ZsH~ 图6-35中右图所对应的程序段为G01G44ZsH 其中: 为Z向程序指令点: H一的值为长度补偿量,即H~=△。 【刀具长度补偿代号地址字,后面一般用两位数字表示代号,代号与长度补偿量 对应。刀具长度补偿量可用CRT/MDI方式输入。如果用HO0则取消刀具长度补偿。 第四节程序编制中的数学处理 根据被加工零件图样,按照己经确定的加工工艺路线和允许的编程误差,计算数控 系统所需要输入的数据,称为数学处理。 数学处理 一般包括两个 内容 据零件图样给 出的形状,尺寸和公差等直接通过数学方法(如三角、几何与解析几何法等),计算出 编程时所需要的有关各点的坐标值:当按照零件图样给出的条件不能直接计算出编程所 需的坐标,也不能按零件给出的条件直接进行工件轮廓几何要素的定义时,就必须根据 所采用的具体工艺方法、工艺装备等加工条件,对零件原图形及有关尺寸进行必要的数 学处理或改动, 才可以进行各点的坐标计算和编程工作。 一、选择编程原点 从理论上讲编程原点选在零件上的任何一点都可以,但实际上,为了换算尺寸尽可 能简便,减少计算误差,应选择一个合理的编程原点。 兰州交通大学机电工程学院 6数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 6 更换刀具等原因引起刀具长度尺寸变化时,只要修正刀具长度补偿量,而不必调整程序 或刀具。 G43 为正补偿,即将 Z 坐标尺寸字与 H 代码中长度补偿的量相加,按其结果进行 Z 轴运动。 G44 为负补偿,即将 Z 坐标尺寸字与 H 中长度补偿的量相减,按其结果进行 Z 轴运 动。 G49 为撤消补偿。 编程格式为: G01 G43/G44 Z— H— // 建立补偿程序段 …… // 切削加工程序段 …… G49 // 补偿撤消程序段 图 6-35 刀具长度补偿 例:图 6-35 中左图所对应的程序段为 G01 G43 Zs H~ 图 6-35 中右图所对应的程序段为 G01 G44 Zs H~ 其中: S 为 Z 向程序指令点; H~ 的值为长度补偿量,即 H~ =△。 H 刀具长度补偿代号地址字,后面一般用两位数字表示代号,代号与长度补偿量一 一对应。刀具长度补偿量可用 CRT/MDI 方式输入。如果用 H00 则取消刀具长度补偿。 第四节 程序编制中的数学处理 根据被加工零件图样,按照已经确定的加工工艺路线和允许的编程误差,计算数控 系统所需要输入的数据,称为数学处理。数学处理一般包括两个内容:根据零件图样给 出的形状,尺寸和公差等直接通过数学方法(如三角、几何与解析几何法等),计算出 编程时所需要的有关各点的坐标值;当按照零件图样给出的条件不能直接计算出编程所 需的坐标,也不能按零件给出的条件直接进行工件轮廓几何要素的定义时,就必须根据 所采用的具体工艺方法、工艺装备等加工条件,对零件原图形及有关尺寸进行必要的数 学处理或改动,才可以进行各点的坐标计算和编程工作。 一、选择编程原点 从理论上讲编程原点选在零件上的任何一点都可以,但实际上,为了换算尺寸尽可 能简便,减少计算误差,应选择一个合理的编程原点