正在加载图片...
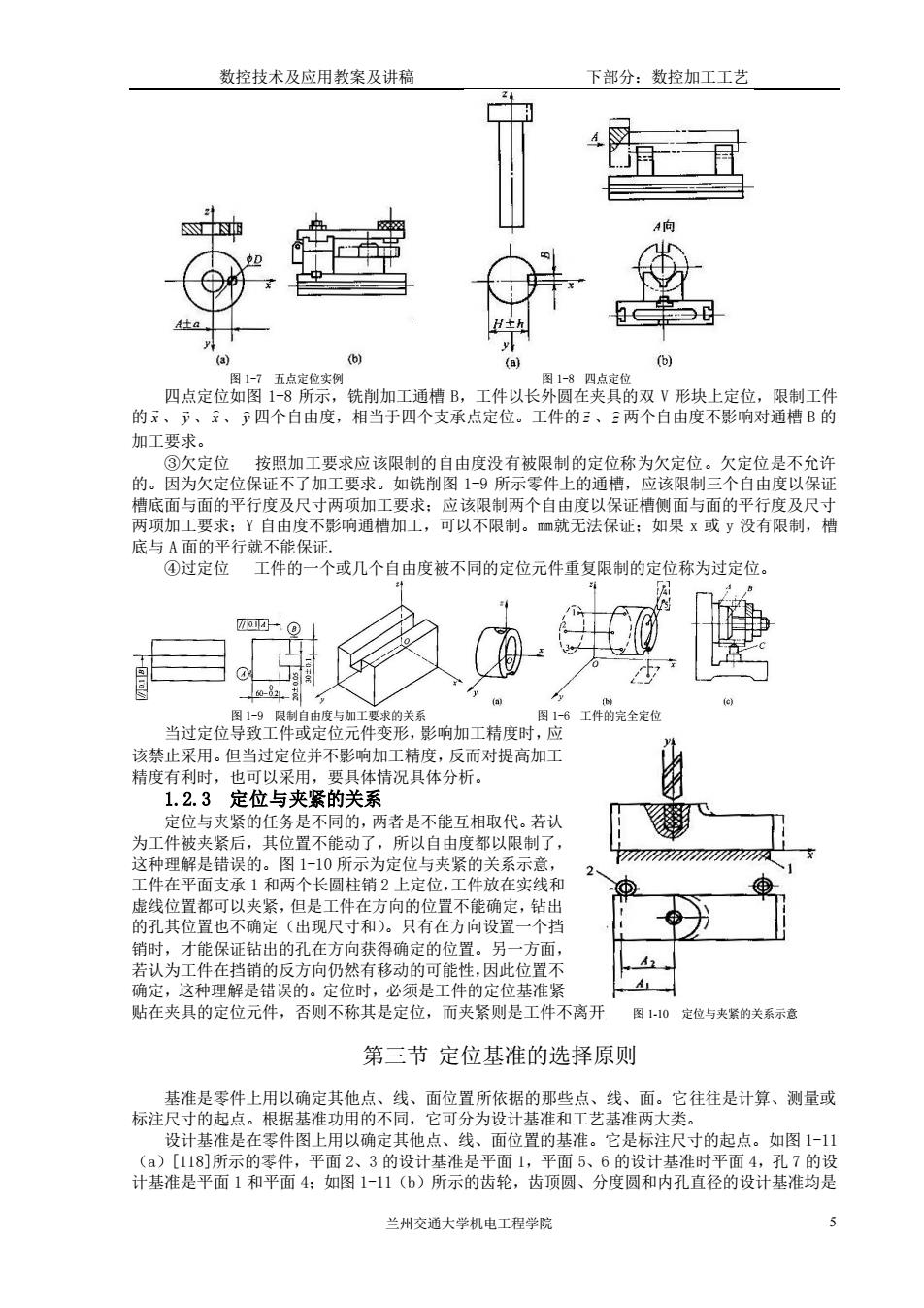
数控技术及应用教案及讲稿 下部分:数控加工工艺 、定食如图四←自所变 工件以长纵在宜 的子 定位称为定位欠定位是不允 :应该限制两个自由度以保证槽侧面与面的平行度及尺 两项加工要求:Y自由度不影响通梧加工,可以不限制。就无法保证如果或y没有限制,槽 底与A面的平行就不能保证 ④过定位 工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。 aa 国1-9限制自由度与加工 的 -6工件的完全定位 当过定位导致工件或定位元件变形,影响加工精度时,应 该禁止采用。但当过定位并不影响加工精度,反而对提高加工 精度有利时,也可以采用,要具体情况具体分析。 1.2.3定位与夹紧的关系 定位与夹紧的任务是不同的,两者是不能互相取代。若认 为工件被夹紧后,其位置不能动了,所以自由度都以限制了, 这种理解是错误的知0所示为定位与夹紧的春和 3 定(出现尺寸和。只有在方的设置 才能保证钻出的孔在方向获得确定的位罗。另 若认为工件在挡销的反方向仍然有移动的可能性,因此位置不 确定,这种理解是错误的。定位时,必须是工件的定位基准紧 贴在夹具的定位元件,否则不称其是定位,而夹紧则是工件不离开图10定位与夹紧的关系示意 第三节定位基准的选择原则 基准是零件上用以确定其他点、线、面位置所依据的那些点、线、面。它往往是计算、测量或 标注尺寸的起 以确定 面位置的 住。七 ,分 兰州交通大学机电工程学院 5 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 图 1-7 五点定位实例 图 1-8 四点定位 四点定位如图 1-8 所示,铣削加工通槽 B,工件以长外圆在夹具的双 V 形块上定位,限制工件 的 x 、 y 、 x 、 y 四个自由度,相当于四个支承点定位。工件的 z 、z 两个自由度不影响对通槽 B 的 加工要求。 ③欠定位 按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许 的。因为欠定位保证不了加工要求。如铣削图 1-9 所示零件上的通槽,应该限制三个自由度以保证 槽底面与面的平行度及尺寸两项加工要求;应该限制两个自由度以保证槽侧面与面的平行度及尺寸 两项加工要求;Y 自由度不影响通槽加工,可以不限制。㎜就无法保证;如果 x 或 y 没有限制,槽 底与 A 面的平行就不能保证. ④过定位 工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。 图 1-9 限制自由度与加工要求的关系 图 1-6 工件的完全定位 当过定位导致工件或定位元件变形,影响加工精度时,应 该禁止采用。但当过定位并不影响加工精度,反而对提高加工 精度有利时,也可以采用,要具体情况具体分析。 1.2.3 定位与夹紧的关系 定位与夹紧的任务是不同的,两者是不能互相取代。若认 为工件被夹紧后,其位置不能动了,所以自由度都以限制了, 这种理解是错误的。图 1-10 所示为定位与夹紧的关系示意, 工件在平面支承 1 和两个长圆柱销 2 上定位,工件放在实线和 虚线位置都可以夹紧,但是工件在方向的位置不能确定,钻出 的孔其位置也不确定(出现尺寸和)。只有在方向设置一个挡 销时,才能保证钻出的孔在方向获得确定的位置。另一方面, 若认为工件在挡销的反方向仍然有移动的可能性,因此位置不 确定,这种理解是错误的。定位时,必须是工件的定位基准紧 贴在夹具的定位元件,否则不称其是定位,而夹紧则是工件不离开定位元件。 第三节 定位基准的选择原则 基准是零件上用以确定其他点、线、面位置所依据的那些点、线、面。它往往是计算、测量或 标注尺寸的起点。根据基准功用的不同,它可分为设计基准和工艺基准两大类。 设计基准是在零件图上用以确定其他点、线、面位置的基准。它是标注尺寸的起点。如图 1-11 (a)[118]所示的零件,平面 2、3 的设计基准是平面 1,平面 5、6 的设计基准时平面 4,孔 7 的设 计基准是平面 1 和平面 4;如图 1-11(b)所示的齿轮,齿顶圆、分度圆和内孔直径的设计基准均是 图 1-10 定位与夹紧的关系示意