正在加载图片...
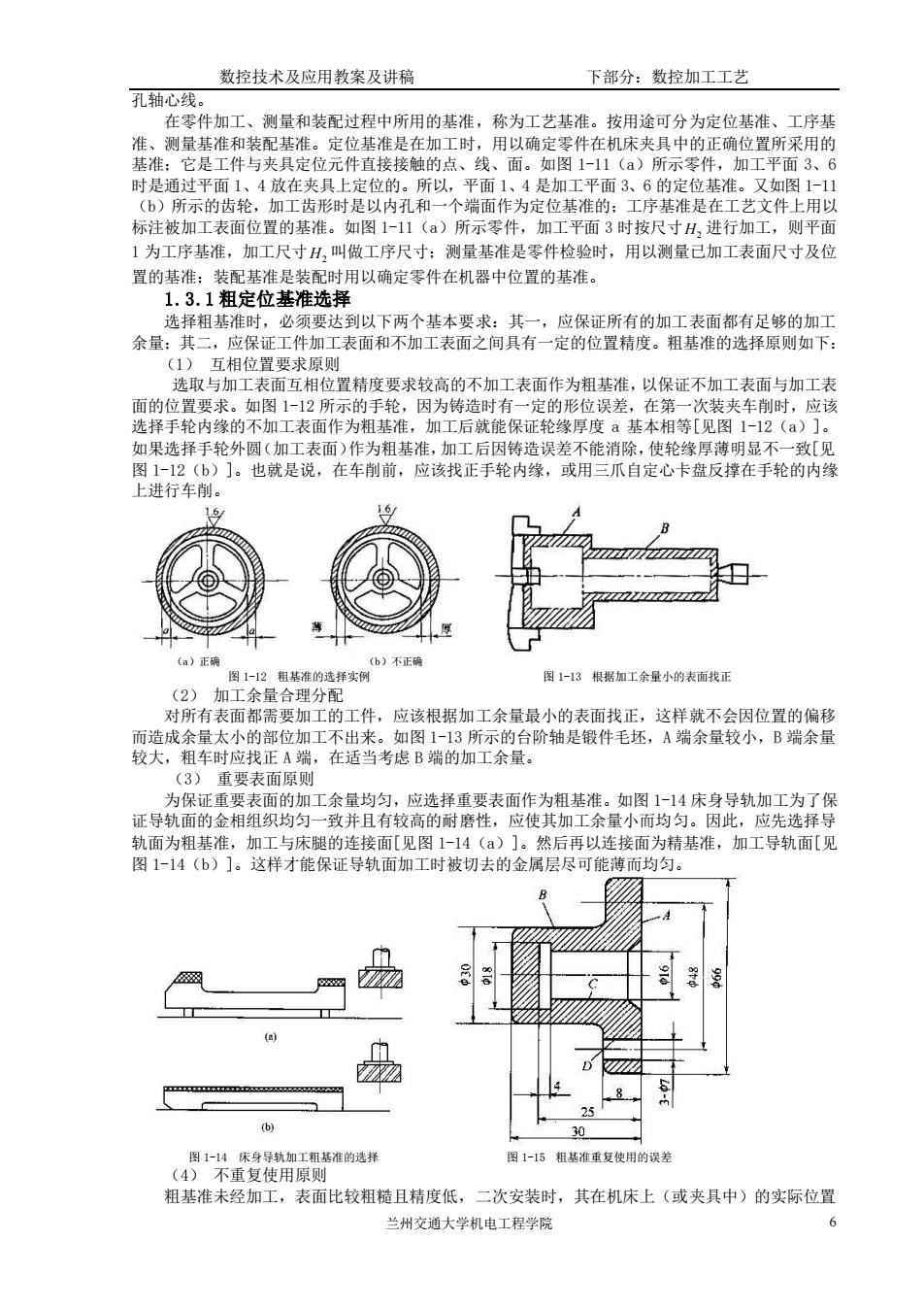
数控技术及应用教案及讲稿 下部分:数控加工工艺 孔轴心线。 在零件加工、测量和装配过程中所用的基准,称为工艺基准。按用途可分为定位基淮、工序基 准、测量基准和装配基准。定位基准是在加工时,用以确定零件在机床夹具中的正确位置所采用的 位元件直接接触的点、线、面。如图11()所示零 加工平面3、 面 4是加平面36的定 基 标注枝加 表面位置的基准 11(a所 零件 加平面 时按尺寸H 进行加 则平 1为工序基准,加工尺寸H,叫做工序尺寸:测量基准是零件检验时,用以测量已加工表面尺寸及位 置的基准:装配基准是装配时用以确定零件在机器中位置的基准。 1.3.1粗定位基准选择 选择粗基准时,必须要达到以下两个基本要求:其一,应保证所有的加工表面都有足够的加工 余量:其二,应保证工件加工表面和不加工表面之间具有一定的位置精度。粗基准的选择原则如下: 置精度求较高的不加表面作为粗基,以保不加表而 加工表 法择老内装的不一表高作为相基在指微能被天, a基本相等见图2应该 使 厚明不 图1-12。也就是说,在车削前,应该找正手轮内,或用爪自定卡盘反撑在手轮的内 上进行车削】 图1- 2准的选择实例不正 图1-13根据加工余量小的表面找正 而造成余量太小的部位加工不中 图1-13所元 较大,粗车时应找正A端 在适当考虑B端的加工余量。 (3)重题表面原 为保证重要表面的加工余量均匀,应选择重要表面作为粗基准。如图1-14床身导轨加工为了保 证导轨面的金相组织均匀一致并且有较高的耐磨性,应使其加工余量小而均匀。因此,应先选择导 轨面为粗基准,加工与床腿的连接面[见图1-l4()]。然后再以连接面为精基准,加工导轨面[见 图1-14(b)]。这样才能保证导轨面加工时被切去的金属层尽可能薄而均匀。 25 30 图1-14床身导轨加工粗基准的选 图1-5粗基准重复使用的误差 (4)不重复使用原则 相基准未经加工,表面比较粗糙且精度低,二次安装时,其在机床上(或夹具中)的实际位置 兰州交通大学机电工程学院 6数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 6 孔轴心线。 在零件加工、测量和装配过程中所用的基准,称为工艺基准。按用途可分为定位基准、工序基 准、测量基准和装配基准。定位基准是在加工时,用以确定零件在机床夹具中的正确位置所采用的 基准;它是工件与夹具定位元件直接接触的点、线、面。如图 1-11(a)所示零件,加工平面 3、6 时是通过平面 1、4 放在夹具上定位的。所以,平面 1、4 是加工平面 3、6 的定位基准。又如图 1-11 (b)所示的齿轮,加工齿形时是以内孔和一个端面作为定位基准的;工序基准是在工艺文件上用以 标注被加工表面位置的基准。如图 1-11(a)所示零件,加工平面 3 时按尺寸 H2 进行加工,则平面 1 为工序基准,加工尺寸 H2 叫做工序尺寸;测量基准是零件检验时,用以测量已加工表面尺寸及位 置的基准;装配基准是装配时用以确定零件在机器中位置的基准。 1.3.1 粗定位基准选择 选择粗基准时,必须要达到以下两个基本要求:其一,应保证所有的加工表面都有足够的加工 余量;其二,应保证工件加工表面和不加工表面之间具有一定的位置精度。粗基准的选择原则如下: (1) 互相位置要求原则 选取与加工表面互相位置精度要求较高的不加工表面作为粗基准,以保证不加工表面与加工表 面的位置要求。如图 1-12 所示的手轮,因为铸造时有一定的形位误差,在第一次装夹车削时,应该 选择手轮内缘的不加工表面作为粗基准,加工后就能保证轮缘厚度 a 基本相等[见图 1-12(a)]。 如果选择手轮外圆(加工表面)作为粗基准,加工后因铸造误差不能消除,使轮缘厚薄明显不一致[见 图 1-12(b)]。也就是说,在车削前,应该找正手轮内缘,或用三爪自定心卡盘反撑在手轮的内缘 上进行车削。 (a)正确 (b)不正确 图 1-12 粗基准的选择实例 图 1-13 根据加工余量小的表面找正 (2) 加工余量合理分配 对所有表面都需要加工的工件,应该根据加工余量最小的表面找正,这样就不会因位置的偏移 而造成余量太小的部位加工不出来。如图 1-13 所示的台阶轴是锻件毛坯,A 端余量较小,B 端余量 较大,粗车时应找正 A 端,在适当考虑 B 端的加工余量。 (3) 重要表面原则 为保证重要表面的加工余量均匀,应选择重要表面作为粗基准。如图 1-14 床身导轨加工为了保 证导轨面的金相组织均匀一致并且有较高的耐磨性,应使其加工余量小而均匀。因此,应先选择导 轨面为粗基准,加工与床腿的连接面[见图 1-14(a)]。然后再以连接面为精基准,加工导轨面[见 图 1-14(b)]。这样才能保证导轨面加工时被切去的金属层尽可能薄而均匀。 图 1-14 床身导轨加工粗基准的选择 图 1-15 粗基准重复使用的误差 (4) 不重复使用原则 粗基准未经加工,表面比较粗糙且精度低,二次安装时,其在机床上(或夹具中)的实际位置