正在加载图片...
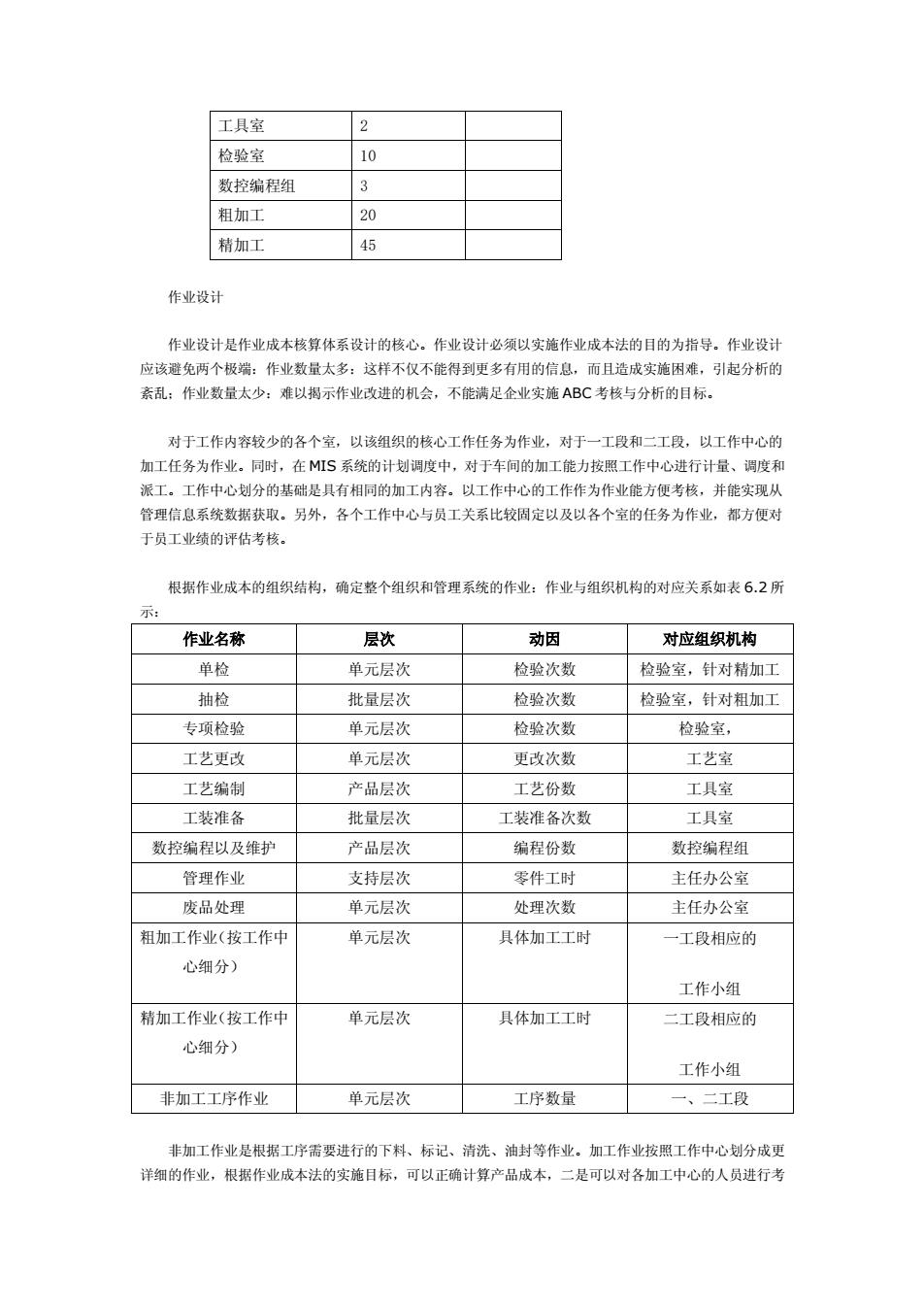
工具室 2 检验室 10 数控编程组 3 粗加工 20 精加工 45 作业设计 作业设计是作业成本核算体系设计的核心。作业设计必须以实施作业成本法的目的为指导。作业设计 应该避免两个极端:作业数量太多:这样不仅不能得到更多有用的信息,而且造成实施困难,引起分析的 紊乱;作业数量太少:难以揭示作业改进的机会,不能满足企业实施 ABC 考核与分析的目标。 对于工作内容较少的各个室,以该组织的核心工作任务为作业,对于一工段和二工段,以工作中心的 加工任务为作业。同时,在 MIS 系统的计划调度中,对于车间的加工能力按照工作中心进行计量、调度和 派工。工作中心划分的基础是具有相同的加工内容。以工作中心的工作作为作业能方便考核,并能实现从 管理信息系统数据获取。另外,各个工作中心与员工关系比较固定以及以各个室的任务为作业,都方便对 于员工业绩的评估考核。 根据作业成本的组织结构,确定整个组织和管理系统的作业:作业与组织机构的对应关系如表 6.2 所 示: 作业名称 层次 动因 对应组织机构 单检 单元层次 检验次数 检验室,针对精加工 抽检 批量层次 检验次数 检验室,针对粗加工 专项检验 单元层次 检验次数 检验室, 工艺更改 单元层次 更改次数 工艺室 工艺编制 产品层次 工艺份数 工具室 工装准备 批量层次 工装准备次数 工具室 数控编程以及维护 产品层次 编程份数 数控编程组 管理作业 支持层次 零件工时 主任办公室 废品处理 单元层次 处理次数 主任办公室 粗加工作业(按工作中 心细分) 单元层次 具体加工工时 一工段相应的 工作小组 精加工作业(按工作中 心细分) 单元层次 具体加工工时 二工段相应的 工作小组 非加工工序作业 单元层次 工序数量 一、二工段 非加工作业是根据工序需要进行的下料、标记、清洗、油封等作业。加工作业按照工作中心划分成更 详细的作业,根据作业成本法的实施目标,可以正确计算产品成本,二是可以对各加工中心的人员进行考工具室 2 检验室 10 数控编程组 3 粗加工 20 精加工 45 作业设计 作业设计是作业成本核算体系设计的核心。作业设计必须以实施作业成本法的目的为指导。作业设计 应该避免两个极端:作业数量太多:这样不仅不能得到更多有用的信息,而且造成实施困难,引起分析的 紊乱;作业数量太少:难以揭示作业改进的机会,不能满足企业实施 ABC 考核与分析的目标。 对于工作内容较少的各个室,以该组织的核心工作任务为作业,对于一工段和二工段,以工作中心的 加工任务为作业。同时,在 MIS 系统的计划调度中,对于车间的加工能力按照工作中心进行计量、调度和 派工。工作中心划分的基础是具有相同的加工内容。以工作中心的工作作为作业能方便考核,并能实现从 管理信息系统数据获取。另外,各个工作中心与员工关系比较固定以及以各个室的任务为作业,都方便对 于员工业绩的评估考核。 根据作业成本的组织结构,确定整个组织和管理系统的作业:作业与组织机构的对应关系如表 6.2 所 示: 作业名称 层次 动因 对应组织机构 单检 单元层次 检验次数 检验室,针对精加工 抽检 批量层次 检验次数 检验室,针对粗加工 专项检验 单元层次 检验次数 检验室, 工艺更改 单元层次 更改次数 工艺室 工艺编制 产品层次 工艺份数 工具室 工装准备 批量层次 工装准备次数 工具室 数控编程以及维护 产品层次 编程份数 数控编程组 管理作业 支持层次 零件工时 主任办公室 废品处理 单元层次 处理次数 主任办公室 粗加工作业(按工作中 心细分) 单元层次 具体加工工时 一工段相应的 工作小组 精加工作业(按工作中 心细分) 单元层次 具体加工工时 二工段相应的 工作小组 非加工工序作业 单元层次 工序数量 一、二工段 非加工作业是根据工序需要进行的下料、标记、清洗、油封等作业。加工作业按照工作中心划分成更 详细的作业,根据作业成本法的实施目标,可以正确计算产品成本,二是可以对各加工中心的人员进行考