正在加载图片...
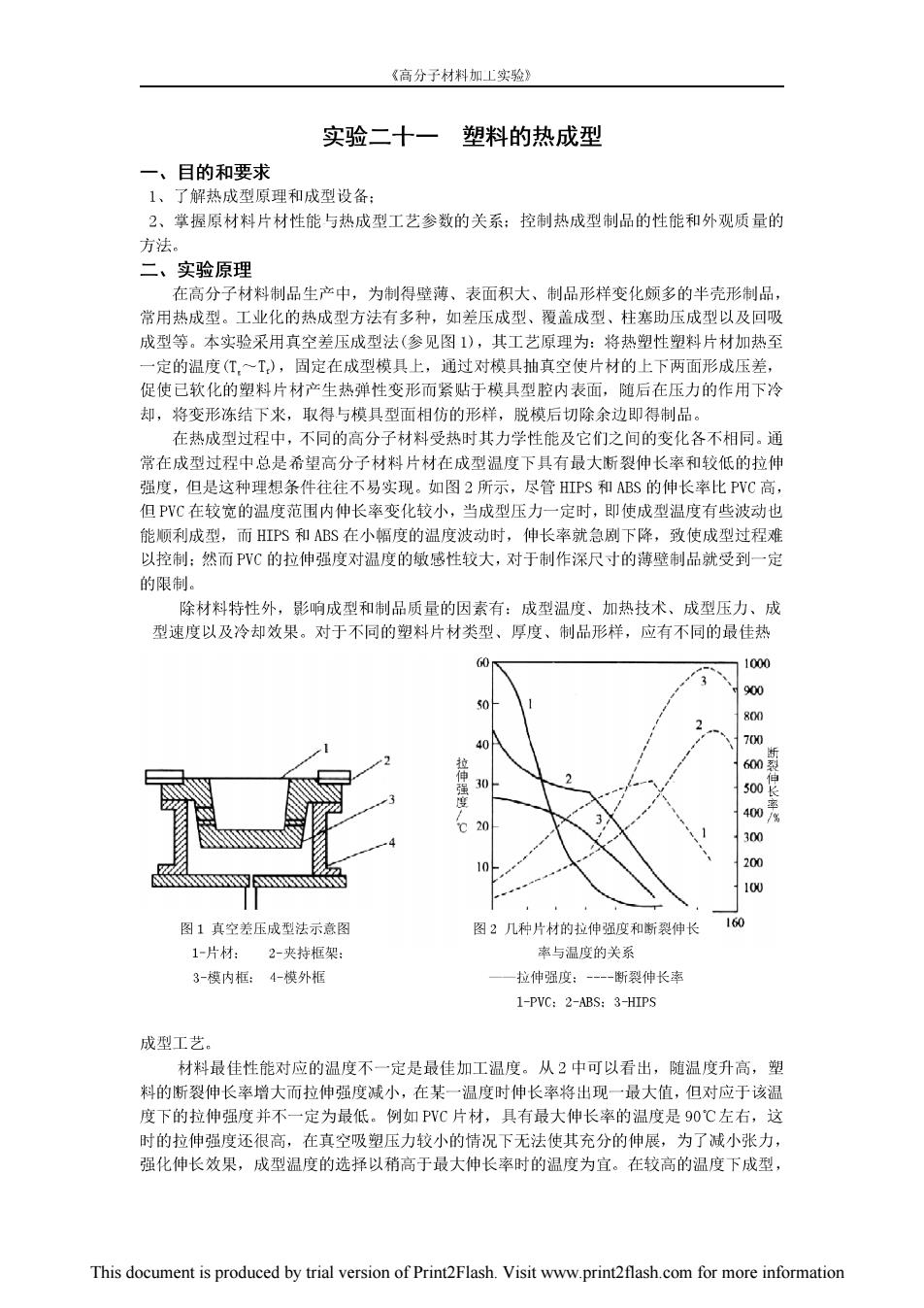
《高分子材料加上实验》 实验二十一 塑料的热成型 一、目的和要求 1、了解热成型原理和成型设备: 2、掌握原材料片材性能与热成型工艺参数的关系:控制热成型制品的性能和外观质量的 方法。 二、实验原理 在高分子材料制品生产中,为制得壁薄、表面积大、制品形样变化颇多的半壳形制品, 常用热成型。工业化的热成型方法有多种,如差压成型、覆盖成型、柱塞助压成型以及回吸 成型等。本实验采用真空差压成型法(参见图1),其工艺原理为:将热塑性塑料片材加热至 一定的温度(T~T),固定在成型模具上,通过对模具抽真空使片材的上下两面形成压差, 促使已软化的塑料片材产生热弹性变形而紧贴于模具型腔内表面,随后在压力的作用下冷 却,将变形冻结下来,取得与模具型面相仿的形样,脱模后切除余边即得制品。 在热成型过程中,不同的高分子材料受热时其力学性能及它们之间的变化各不相同。通 常在成型过程中,总是希望高分子材料片材在成型温度下具有最大断裂伸长率和较低的拉伸 强度,但是这种理想条件往往不易实现。如图2所示,尽管HIPS和ABS的伸长率比PVC高, 但PVC在较宽的温度范围内伸长率变化较小,当成型压力一定时,即使成型温度有些波动也 能顺利成型,而HIPS和ABS在小幅度的温度波动时,伸长率就急剧下降,致使成型过程难 以控制:然而PVC的拉伸强度对温度的敏感性较大,对于制作深尺寸的薄壁制品就受到一定 的限制。 除材料特性外,影响成型和制品质量的因素有:成型温度、加热技术、成型压力、成 型速度以及冷却效果。对于不同的塑料片材类型、厚度、制品形样,应有不同的最佳热 1000 900 0 800 40H 700 拉 30 2 度 20 300 0 200 100 图1真空差压成型法示意图 图2几种片材的拉伸强度和断裂伸长 160 1-片材:2-夹持框架: 率与温度的关系 3-模内框:4-模外框 一拉伸强度:-断裂伸长率 1-PVC:2-ABS:3-HIPS 成型工艺。 材料最佳性能对应的温度不一定是最佳加工温度。从2中可以看出,随温度升高,塑 料的断裂伸长率增大而拉伸强度减小,在某一温度时伸长率将出现一最大值,但对应于该温 度下的拉伸强度并不一定为最低。例如PVC片材,具有最大伸长率的温度是90℃左右,这 时的拉伸强度还很高,在真空吸塑压力较小的情况下无法使其充分的伸展,为了减小张力, 强化伸长效果,成型温度的选择以稍高于最大伸长率时的温度为宜。在较高的温度下成型, This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information