正在加载图片...
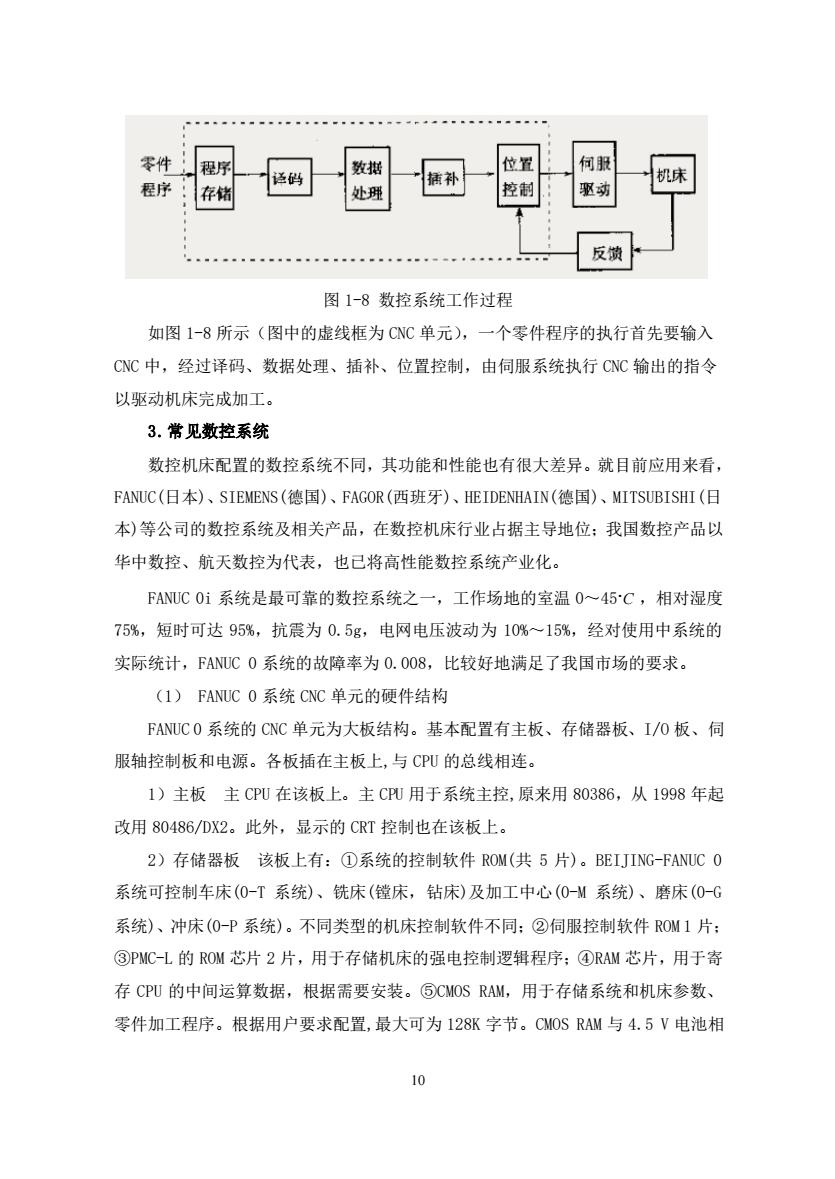
零件 位置 语 捕补 机床 程序 存储 处理 反馈 图1-8数控系统工作过程 如图1-8所示(图中的虚线框为CC单元),一个零件程序的执行首先要输入 CC中,经过译码、数据处理、插补、位置控制,由伺服系统执行CC输出的指令 以驱动机床完成加工。 3.常见数控系统 数控机床配置的数控系统不同,其功能和性能也有很大差异。就目前应用来看, FANUC(日本)、SIEMENS(德国)、FAGOR(西班牙)、HEIDENHAIN(德国)、MITSUBISHI(日 本)等公司的数控系统及相关产品,在数控机床行业占据主导地位:我国数控产品以 华中数控、航天数控为代表,也已将高性能数控系统产业化。 FANUC0i系统是最可靠的数控系统之一,工作场地的室温0~45C,相对湿度 75%,短时可达95%,抗震为0.5g,电网电压波动为10%~15%,经对使用中系统的 实际统计,FANUC0系统的故障率为O.OO8,比较好地满足了我国市场的要求。 (1)FANUC0系统CNC单元的硬件结构 FANUC0系统的CNC单元为大板结构。基本配置有主板、存储器板、I/O板、伺 服轴控制板和电源。各板插在主板上,与CPU的总线相连。 1)主板主CPU在该板上。主CW用于系统主控,原来用80386,从1998年起 改用80486/DX2。此外,显示的CRT控制也在该板上。 2)存储器板该板上有:①系统的控制软件RON(共5片)。BEIJING--FANUC0 系统可控制车床(0-T系统)、铣床(鏜床,钻床)及加工中心(0-M系统)、磨床(0-G 系统)、冲床(0-P系统)。不同类型的机床控制软件不同:②同服控制软件OM1片: ③PMC-L的ROW芯片2片,用于存储机床的强电控制逻辑程序:④RAM芯片,用于寄 存CPU的中间运算数据,根据需要安装。⑤CMOS RAM,用于存储系统和机床参数、 零件加工程序。根据用户要求配置,最大可为128R字节。CMOS RAM与4.5V电池相10 图 1-8 数控系统工作过程 如图 1-8 所示(图中的虚线框为 CNC 单元),一个零件程序的执行首先要输入 CNC 中,经过译码、数据处理、插补、位置控制,由伺服系统执行 CNC 输出的指令 以驱动机床完成加工。 3.常见数控系统 数控机床配置的数控系统不同,其功能和性能也有很大差异。就目前应用来看, FANUC(日本)、SIEMENS(德国)、FAGOR(西班牙)、HEIDENHAIN(德国)、MITSUBISHI(日 本)等公司的数控系统及相关产品,在数控机床行业占据主导地位;我国数控产品以 华中数控、航天数控为代表,也已将高性能数控系统产业化。 FANUC 0i 系统是最可靠的数控系统之一,工作场地的室温 0~45 C 。 ,相对湿度 75%,短时可达 95%,抗震为 0.5g,电网电压波动为 10%~15%,经对使用中系统的 实际统计,FANUC 0 系统的故障率为 0.008,比较好地满足了我国市场的要求。 (1) FANUC 0 系统 CNC 单元的硬件结构 FANUC 0 系统的 CNC 单元为大板结构。基本配置有主板、存储器板、I/O 板、伺 服轴控制板和电源。各板插在主板上,与 CPU 的总线相连。 1)主板 主 CPU 在该板上。主 CPU 用于系统主控,原来用 80386,从 1998 年起 改用 80486/DX2。此外,显示的 CRT 控制也在该板上。 2)存储器板 该板上有:①系统的控制软件 ROM(共 5 片)。BEIJING-FANUC 0 系统可控制车床(0-T 系统)、铣床(镗床,钻床)及加工中心(0-M 系统)、磨床(0-G 系统)、冲床(0-P 系统)。不同类型的机床控制软件不同;②伺服控制软件 ROM 1 片; ③PMC-L 的 ROM 芯片 2 片,用于存储机床的强电控制逻辑程序;④RAM 芯片,用于寄 存 CPU 的中间运算数据,根据需要安装。⑤CMOS RAM,用于存储系统和机床参数、 零件加工程序。根据用户要求配置,最大可为 128K 字节。CMOS RAM 与 4.5 V 电池相