正在加载图片...
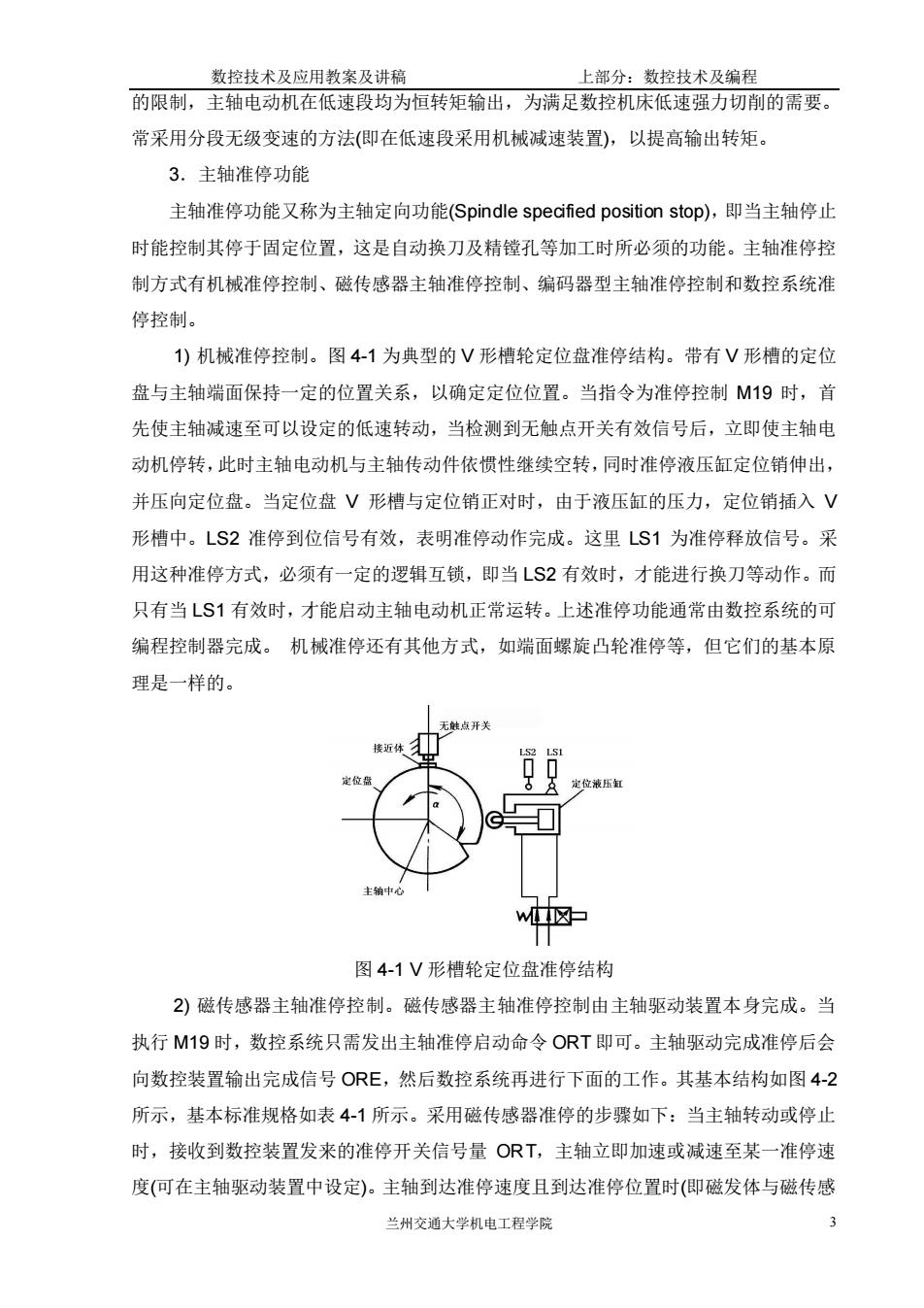
数控技术及应用教案及讲稿 上部分:数控技术及编程 的限制,主轴电动机在低速段均为恒转矩输出,为满足数控机床低速强力切削的需要。 常采用分段无级变速的方法(即在低速段采用机械减速装置),以提高输出转矩。 3.主轴准停功能 主轴准停功能又称为主轴定向功能(Spindle specified position stop),即当主轴停止 时能控制其停于固定位置,这是自动换刀及精镗孔等加工时所必须的功能。主轴准停控 制方式有机械准停控制、磁传感器主轴准停控制、编码器型主轴准停控制和数控系统准 停控制。 1)机械准停控制。图4-1为典型的V形槽轮定位盘准停结构。带有V形槽的定位 盘与主轴端面保持一定的位置关系,以确定定位位置。当指令为准停控制M19时,首 先使主轴减速至可以设定的低速转动,当检测到无触点开关有效信号后,立即使主轴电 动机停转,此时主轴电动机与主轴传动件依惯性继续空转,同时准停液压缸定位销伸出, 并压向定位盘。当定位盘V形槽与定位销正对时,由于液压缸的压力,定位销插入V 形槽中。LS2准停到位信号有效,表明准停动作完成。这里LS1为准停释放信号。采 用这种准停方式,必须有一定的逻辑互锁,即当LS2有效时,才能进行换刀等动作。而 只有当LS1有效时,才能启动主轴电动机正常运转。上述准停功能通常由数控系统的可 编程控制器完成。机械准停还有其他方式,如端面螺旋凸轮准停等,但它们的基本原 理是一样的 位压 w☒ 图4-1V形槽轮定位盘准停结构 2)磁传感器主轴准停控制。磁传感器主轴准停控制由主轴驱动装置本身完成。当 执行M19时,数控系统只需发出主轴准停启动命令OT即可。主轴驱动完成准停后会 向数控装置输出完成信号O尺E,然后数控系统再进行下面的工作。其基本结构如图4-2 所示,基本标准规格如表41所示。采用磁传感器准停的步骤如下:当主轴转动或停止 时,接收到数控装置发来的准停开关信号量OT,主轴立即加速或减速至某一准停速 度(何在主轴驱动装置中设定)。主轴到达准停速度且到达准停位置时(卿磁发体与磁传感 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 3 的限制,主轴电动机在低速段均为恒转矩输出,为满足数控机床低速强力切削的需要。 常采用分段无级变速的方法(即在低速段采用机械减速装置),以提高输出转矩。 3.主轴准停功能 主轴准停功能又称为主轴定向功能(Spindle specified position stop),即当主轴停止 时能控制其停于固定位置,这是自动换刀及精镗孔等加工时所必须的功能。主轴准停控 制方式有机械准停控制、磁传感器主轴准停控制、编码器型主轴准停控制和数控系统准 停控制。 1) 机械准停控制。图 4-1 为典型的 V 形槽轮定位盘准停结构。带有 V 形槽的定位 盘与主轴端面保持一定的位置关系,以确定定位位置。当指令为准停控制 M19 时,首 先使主轴减速至可以设定的低速转动,当检测到无触点开关有效信号后,立即使主轴电 动机停转,此时主轴电动机与主轴传动件依惯性继续空转,同时准停液压缸定位销伸出, 并压向定位盘。当定位盘 V 形槽与定位销正对时,由于液压缸的压力,定位销插入 V 形槽中。LS2 准停到位信号有效,表明准停动作完成。这里 LS1 为准停释放信号。采 用这种准停方式,必须有一定的逻辑互锁,即当 LS2 有效时,才能进行换刀等动作。而 只有当 LS1 有效时,才能启动主轴电动机正常运转。上述准停功能通常由数控系统的可 编程控制器完成。 机械准停还有其他方式,如端面螺旋凸轮准停等,但它们的基本原 理是一样的。 图 4-1 V 形槽轮定位盘准停结构 2) 磁传感器主轴准停控制。磁传感器主轴准停控制由主轴驱动装置本身完成。当 执行 M19 时,数控系统只需发出主轴准停启动命令 ORT 即可。主轴驱动完成准停后会 向数控装置输出完成信号 ORE,然后数控系统再进行下面的工作。其基本结构如图 4-2 所示,基本标准规格如表 4-1 所示。采用磁传感器准停的步骤如下:当主轴转动或停止 时,接收到数控装置发来的准停开关信号量 ORT,主轴立即加速或减速至某一准停速 度(可在主轴驱动装置中设定)。主轴到达准停速度且到达准停位置时(即磁发体与磁传感