正在加载图片...
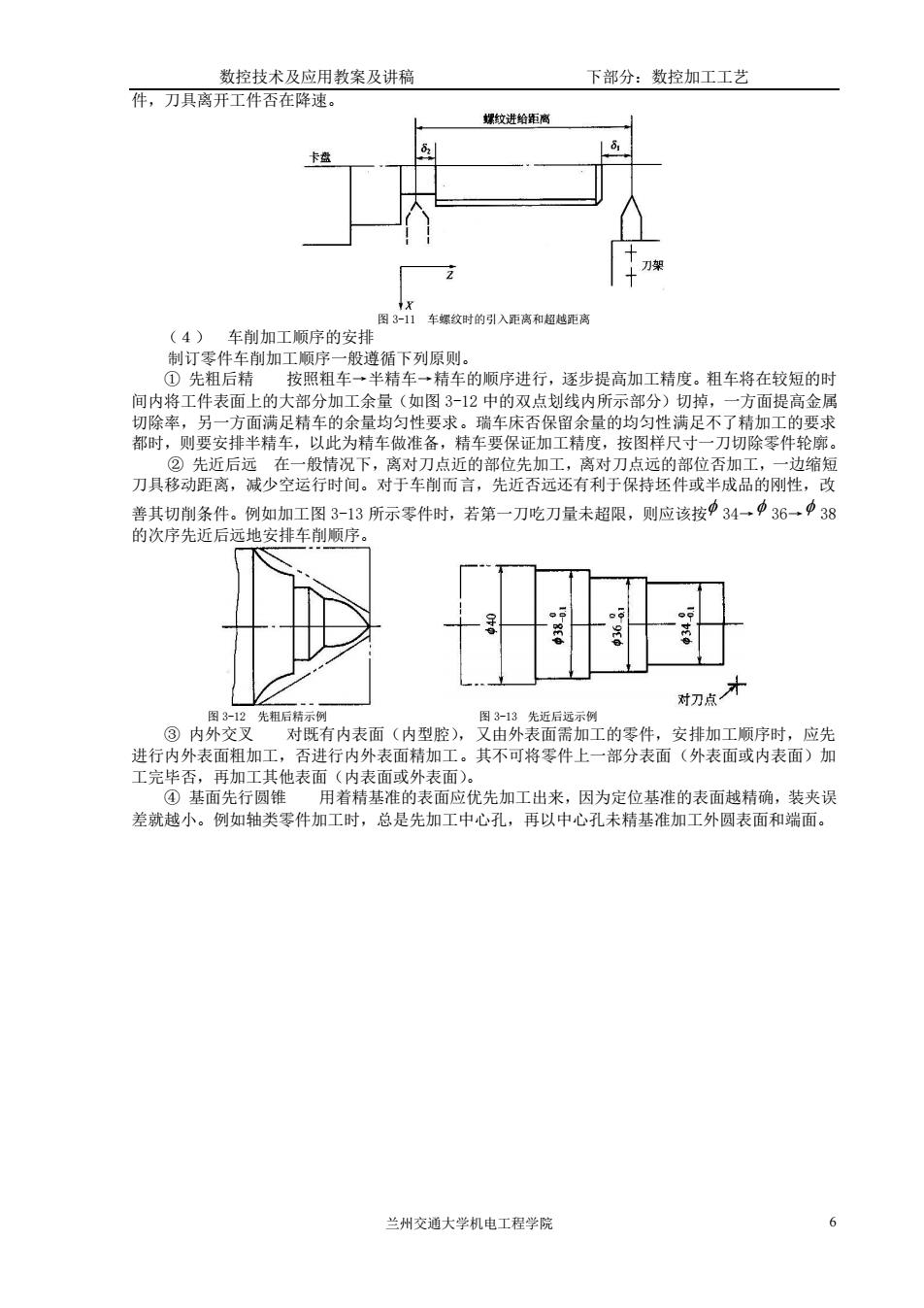
数控技术及应用教案及讲稿 下部分:数控加工工艺 件,刀具离开工件否在降速。 螺纹进始距腐 卡盘 2 刀架 车娜纹时的引入离和超越距肉 (4)车制加顺序的安 制订零件车削加工顺序一般遵循下列原则 ①先粗后精 按照粗车·半精车一精车的顺序进行,逐步提高加工精度。粗车将在较短的时 间内将工件表面上的大部分加工余量(如图3-12中的双点划线内所示部分)切掉, 一方面提高金屈 切除率,另一方面满足精车的余量均匀性要求。瑞车床否保留余量的均匀性满足不了精加工的要求 都时,则要安排半精车,以此为精车做准备,精车要保证加工精度,按图样尺寸一刀切除零件轮廓。 ②先近后远,在一般情况下,离对刀点近的部位先加工,离对刀点远的部位否加 边缩 刀具移动距离,减少空运行时间。对于车削而言,先近否远还有利于保持坯件或半成品的刚性,改 善其切削条件。例如加工图3-13所示零件时,若第一刀吃刀量未超限,则应该按34一中36一中38 的次序先近后远地安排车削顺序 对刀点升 ③内外交又 有内表面《内型腔。受由外表面需的零件,安挂加工顺序时,应先 进行内外表面粗加工,否进行内外表面精加工。其不可将零件上一部分表面(外表面或内表面)加 工完毕否,再加工其他表面(内表面或外表面)。 ④基面先行圆锥 用着精基准的表面应优先加工出来,因为定位基准的表面越精确,装夹误 差就越小。例如轴类零件加工时,总是先加工中心孔,再以中心孔未精基准加工外圆表面和端面。 兰州交通大学机电工程学院 6数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 6 件,刀具离开工件否在降速。 图 3-11 车螺纹时的引入距离和超越距离 (4) 车削加工顺序的安排 制订零件车削加工顺序一般遵循下列原则。 ① 先粗后精 按照粗车→半精车→精车的顺序进行,逐步提高加工精度。粗车将在较短的时 间内将工件表面上的大部分加工余量(如图 3-12 中的双点划线内所示部分)切掉,一方面提高金属 切除率,另一方面满足精车的余量均匀性要求。瑞车床否保留余量的均匀性满足不了精加工的要求 都时,则要安排半精车,以此为精车做准备,精车要保证加工精度,按图样尺寸一刀切除零件轮廓。 ② 先近后远 在一般情况下,离对刀点近的部位先加工,离对刀点远的部位否加工,一边缩短 刀具移动距离,减少空运行时间。对于车削而言,先近否远还有利于保持坯件或半成品的刚性,改 善其切削条件。例如加工图 3-13 所示零件时,若第一刀吃刀量未超限,则应该按 34→ 36→ 38 的次序先近后远地安排车削顺序。 图 3-12 先粗后精示例 图 3-13 先近后远示例 ③ 内外交叉 对既有内表面(内型腔),又由外表面需加工的零件,安排加工顺序时,应先 进行内外表面粗加工,否进行内外表面精加工。其不可将零件上一部分表面(外表面或内表面)加 工完毕否,再加工其他表面(内表面或外表面)。 ④ 基面先行圆锥 用着精基准的表面应优先加工出来,因为定位基准的表面越精确,装夹误 差就越小。例如轴类零件加工时,总是先加工中心孔,再以中心孔未精基准加工外圆表面和端面