正在加载图片...
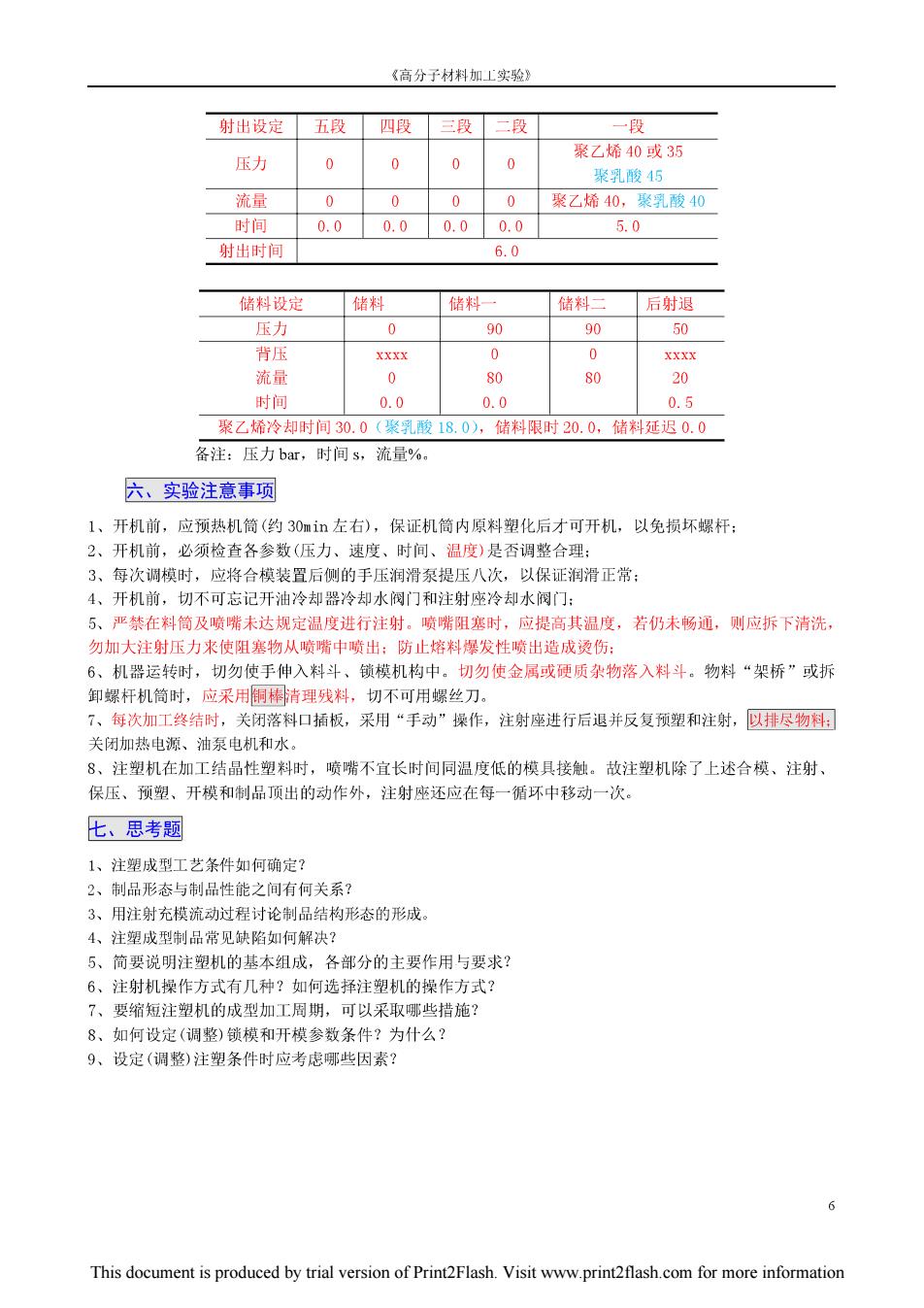
《高分子材料加上实验》 射出设定 五段 四段 三段 二段 段 聚乙烯40或35 压力 0 0 0 0 聚乳酸45 流量 0 0 0 0 聚乙烯40,聚乳酸40 时间 0.0 0.0 0.0 0.0 5.0 射出时间 6.0 储料设定 储料 储料 储料二 后射退 压力 0 90 90 50 背压 XXXX 0 0 XXXX 流量 0 80 80 20 时间 0.0 0.0 0.5 聚乙烯冷却时间30.0(聚乳酸18.0),储料限时20.0,储料延迟0.0 备注:压力bar,时间s,流量%。 六、实验注意事项 1、开机前,应预热机筒(约30mi左右),保证机筒内原料塑化后才可开机,以免损坏螺杆: 2、开机前,必须检查各参数(压力、速度、时间、温度)是否调整合理: 3、每次调模时,应将合模装置后侧的手压润滑泵提压八次,以保证润滑正常: 4、开机前,切不可忘记开油冷却器冷却水阀门和注射座冷却水阀门: 5、严禁在料筒及喷嘴未达规定温度进行注射。喷嘴阻塞时,应提高其温度,若仍未畅通,则应拆下清洗, 勿加大注射压力来使阻塞物从喷嘴中喷出:防止熔料爆发性喷出造成烫伤: 6、机器运转时,切勿使手伸入料斗、锁模机构中。切勿使金属或硬质杂物落入料斗。物料“架桥”或拆 卸螺杆机筒时,应采用铜棒情理残料,切不可用螺丝刀。 7、每次加工终结时,关闭落料口插板,采用“手动”操作,注射座进行后退并反复预塑和注射,以排尽物料: 关闭加热电源、油泵电机和水。 8、注塑机在加工结晶性塑料时,喷嘴不宜长时间同温度低的模具接触。故注塑机除了上述合模、注射、 保压、预塑、开模和制品顶出的动作外,注射座还应在每一循环中移动一次。 七、思考题 1、注塑成型工艺条件如何确定? 2、制品形态与制品性能之间有何关系? 3、用注射充模流动过程讨论制品结构形态的形成。 4、注塑成型制品常见缺陷如何解决? 5、简要说明注塑机的基本组成,各部分的主要作用与要求? 6、注射机操作方式有几种?如何选择注塑机的操作方式? 7、要缩短注塑机的成型加工周期,可以采取哪些措施? 8、如何设定(调整)锁模和开模参数条件?为什么? 9、设定(调整)注塑条件时应考虑哪些因素? 6 This document is produced by trial version of Print2Flash.Visit www.print2flash.com for more information