正在加载图片...
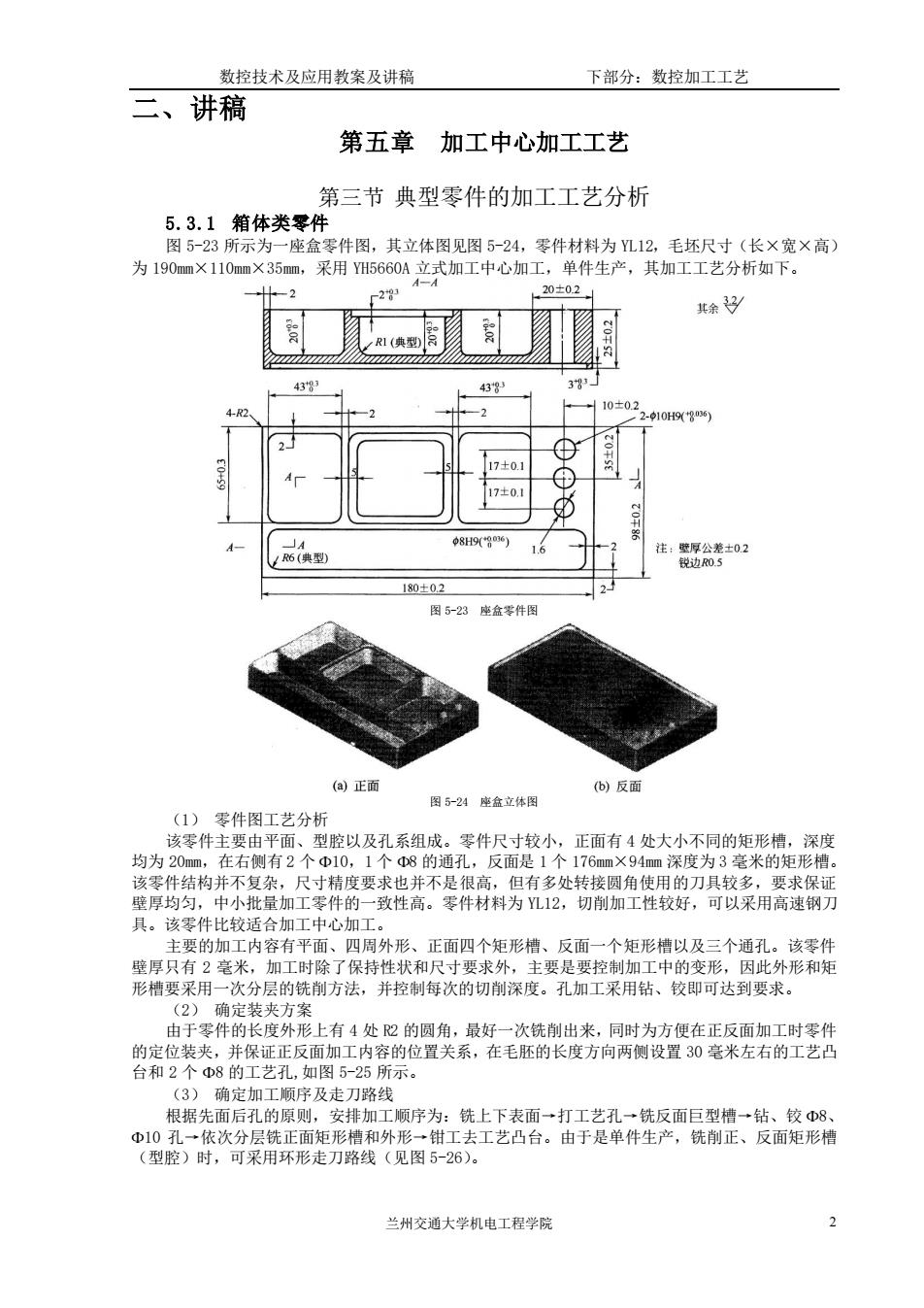
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第五章加工中心加工工艺 第三节典型零件的加工工艺分析 5.3.1箱体类零件 图5-23所示为一座盒零件图,其立体图见图5-24,零件材料为L12,毛坯尺寸(长×宽×高) 为190mm×110mm×35mm,采用YH5660A立式加工中心加工,单件生产,其加工工艺分析如下。 20士02 其余 438 -2 10±02 17±01 17±0.1 89(16 180+02 2 图2公座盒零件图 (倒正面 国子-24座盒立体图 (句)反面 (1)零件图工艺分析 该零件主要由平面型腔以及孔系组成,零件尺寸较小正面有4处大小不同的矩形植,深度 具。该零件比较适合加工中心加工 主要的加工内容有平面、四周外形、正面四个矩形槽、反面一个矩形槽以及三个通孔。该零件 壁厚只有2毫米,加工时除了保持性状和尺寸要求外,主要是要控制加工中的变形,因此外形和矩 形槽要采用一次分层的铣削方法,并控制每次的切削深度。孔加工采用钻、铰即可达到要求。 (2)确定装夹方案 由于零件的长度外形上有4处2的圆角,最好一次铣削出米,同时为方便在正反面加工时零件 的但装程艺雷二碧关系在毛的长度方向设宜老左右的工之升 台和2 525 不 及刀路 收家白,求生庆正收 D10 据先面 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第五章 加工中心加工工艺 第三节 典型零件的加工工艺分析 5.3.1 箱体类零件 图 5-23 所示为一座盒零件图,其立体图见图 5-24,零件材料为 YL12,毛坯尺寸(长×宽×高) 为 190mm×110mm×35mm,采用 YH5660A 立式加工中心加工,单件生产,其加工工艺分析如下。 图 5-23 座盒零件图 图 5-24 座盒立体图 (1) 零件图工艺分析 该零件主要由平面、型腔以及孔系组成。零件尺寸较小,正面有 4 处大小不同的矩形槽,深度 均为 20mm,在右侧有 2 个 10,1 个 8 的通孔,反面是 1 个 176mm×94mm 深度为 3 毫米的矩形槽。 该零件结构并不复杂,尺寸精度要求也并不是很高,但有多处转接圆角使用的刀具较多,要求保证 壁厚均匀,中小批量加工零件的一致性高。零件材料为 YL12,切削加工性较好,可以采用高速钢刀 具。该零件比较适合加工中心加工。 主要的加工内容有平面、四周外形、正面四个矩形槽、反面一个矩形槽以及三个通孔。该零件 壁厚只有 2 毫米,加工时除了保持性状和尺寸要求外,主要是要控制加工中的变形,因此外形和矩 形槽要采用一次分层的铣削方法,并控制每次的切削深度。孔加工采用钻、铰即可达到要求。 (2) 确定装夹方案 由于零件的长度外形上有 4 处 R2 的圆角,最好一次铣削出来,同时为方便在正反面加工时零件 的定位装夹,并保证正反面加工内容的位置关系,在毛胚的长度方向两侧设置 30 毫米左右的工艺凸 台和 2 个 8 的工艺孔,如图 5-25 所示。 (3) 确定加工顺序及走刀路线 根据先面后孔的原则,安排加工顺序为:铣上下表面→打工艺孔→铣反面巨型槽→钻、铰 8、 10 孔→依次分层铣正面矩形槽和外形→钳工去工艺凸台。由于是单件生产,铣削正、反面矩形槽 (型腔)时,可采用环形走刀路线(见图 5-26)