正在加载图片...
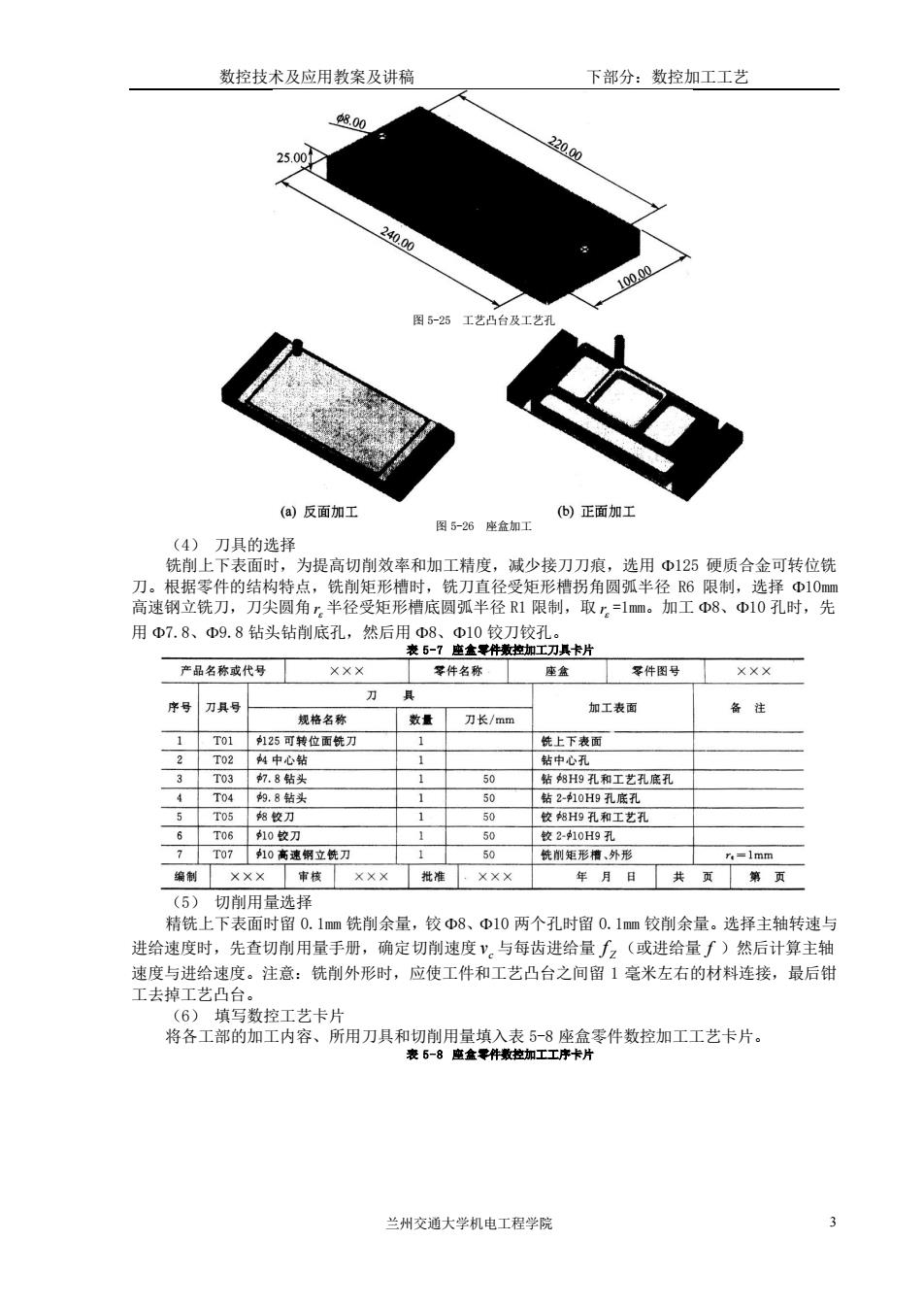
数控技术及应用教案及讲稿 下部分:数控加工工艺 00 25.00 240.00 100.0 图-25工艺凸台及工艺 (@)反面加工 ()正面加工 图5-26*合加工 (4)刀具的选择 铣削上下表面时,为提高切削效率和加工精度,减少接刀刀痕,选用Φ125硬质合金可转位铣 用中7.8、9.8钻头钻制底孔,然后用,0较较孔片 产品名称或代号 件名陈 零件图号 序号刀具号 刀 视格名称 数量刀长/mm 加工表 备注 费位面万 上 表面 T037,8估头 50 酷的H9孔和工艺孔底孔 To T06 10万 的2.10H9 T0710南速钢立快刀 统削矩形精、外形 =1mm 编制X××审核XXX批准,XXX 年月目共页第页 (5)切削用量选择 精铣上下表面时留0.1m铣削余量,较8、p10两个孔时留0.1m铰削余量。选择主轴转速与 进给速度时,先查切削用量手册,确定切削速度v与每齿进给量「,(或进给量「)然后计算主轴 。注意:铣削外形时 应使工件和工艺凸台之间留1毫米左右的材料连接,最后钳 将各工的工内家用刀具和测用表件数签加工工之卡片。 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 图 5-25 工艺凸台及工艺孔 图 5-26 座盒加工 (4) 刀具的选择 铣削上下表面时,为提高切削效率和加工精度,减少接刀刀痕,选用 125 硬质合金可转位铣 刀。根据零件的结构特点,铣削矩形槽时,铣刀直径受矩形槽拐角圆弧半径 R6 限制,选择 10mm 高速钢立铣刀,刀尖圆角 r 半径受矩形槽底圆弧半径 R1 限制,取 r =1mm。加工 8、10 孔时,先 用 7.8、9.8 钻头钻削底孔,然后用 8、10 铰刀铰孔。 表 5-7 座盒零件数控加工刀具卡片 (5) 切削用量选择 精铣上下表面时留 0.1mm 铣削余量,铰 8、10 两个孔时留 0.1mm 铰削余量。选择主轴转速与 进给速度时,先查切削用量手册,确定切削速度 c v 与每齿进给量 Z f (或进给量 f )然后计算主轴 速度与进给速度。注意:铣削外形时,应使工件和工艺凸台之间留 1 毫米左右的材料连接,最后钳 工去掉工艺凸台。 (6) 填写数控工艺卡片 将各工部的加工内容、所用刀具和切削用量填入表 5-8 座盒零件数控加工工艺卡片。 表 5-8 座盒零件数控加工工序卡片